您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 轨道车辆用6005A铝合金型材焊接裂纹研究
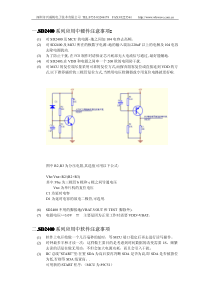
WeldingTechnologyVol.37No.6Dec.2008··6005A,,,,,(,063035):Cloos6005AMIG。,、、、。T66005A,。,Al-Mg2Si,,。:6005A;;;:TG457.14:B:2007-10-23:1002-025X(2008)06-0049-036005A、,。6005A。6005A,,,,,,。,,。,6005A,6005A。11.16005A,T6,,175℃。(1),80mm,4mm。4V,70°,1mm。D40,。6005A1。1.2CloosMIG,ER5087(AlMg4.5MnZr),1.2mm。(φ(Ar)99.99%),25L/min。2。,,,,,。w(NaOH)15%,ESCHENBACH10;φ(HF)1%+φ(HCl)1.5%+φ(HNO3)2.5%,Zeiss2/A/V/(m·min-1)/(m·min-1)/Hz1#22019.516.01.32552#18023.510.51.321016005A()(%)SiMnCrCuZnFeMgTiAl0.560.220.110.0140.0120.120.640.01316005A49376200812··Mxiovert40MAT。S570TN5502。210,,,,2。,、、。,,,、。,。,。,。,、,,。,,3。3,,。,,,。,。Al-Mg2SiMg2SiAl-Mg-Si。(4),Si,Mn,Fe,Al-Mg2Si[1]。,,Mg。Mg2Siw(Mg)w(Si)1.73∶1,Al-Mg-Siw(Mg)w(Si)1.73(w(Mg)w(Si)1.14),Si[2],Si。Mg2Si,,。,,Mg2Si;,,,Mg2Si,,Mg。Al-Mg2Si,,,Mg2Si。[3],6005A,,。,,。,X,,26005AMIG3250μm50μm(a)(b):K(α)(L)(K)。4240210180150120906030010119876543210X/keVAl(K(α))XSi(Ka)Mn(Ka)Fe(Ka)50WeldingTechnologyVol.37No.6Dec.2008··,,。200,,,3b。,:。,,,,。,。,:,(24h),,。,,200℃,,,。,。EN1011-1,2,MIG:Q=10-3K(U1I1+U2I2)/v=10-3×0.8×(19.5×220+23.5×180)/1.3=5.2431kJ/mm。(1)3。3,MIG:Q′=10-3K(U1′I1'+U2′I2′)/v′=10-3×0.8×(22.6×230+24.7×200)/1.65=4.9154kJ/mm。(2),:ΔQ=Q-Q′=5.2431-4.9154=0.3277kJ/mm。(3)(1)(2),K,MIG0.8。,1.3m/min1.65m/min,0.33kJ/mm,,。,,。(10mm),,10~15℃,,,。MIG,,;,。3,6005A:(1):,,。6005A。(2):6005A,。(3):,,。(4):,。:[1],,.6082ZL101[J].,2005,26(10):27-31.[2],.[M].:,2006.320.[3],,.6005A[J].,2003,31(1):41-44.3MIG/A/V/(m·min-1)/(m·min-1)/Hz1#22021.615.01.652002#18023.712.01.65200:(1967—),,,,,IWE,,350km/hCRH3.51376200812AnalysisoftensileexperimentsoffrictionstirweldedspecimensbasedonARAMISWANGLei,XIELi-yang,ZHANGDan,etal.(1.SchoolofMechanicalEngineering&Automation,NortheasternUniversity,Shenyang110004,Liaoningpro.,China)P15-17Abstract:Straindistributionandcurvesofstrainatdifferentpointsduringthetensileexperimentsoffrictionstirweldedspecimenswereanalyzed.Theresultsindicatedthatthestrainchangeslowlyduringtheformer300seconds,increasedfrom0to10%,butwhentheneckinghappenedandthestrainwentupfrom10%to30%in100secondsandfinallyfracturedat400seconds.Thestrainchangedacutelyneartheweldinglineandthestraincurvesweregentlyawayfromtheweldingline,thebiggeststrainoccurredintheheataffectedzoneattheretractingside,whichreached31%.Thestrainintheweldnutandtheadvancedsidewere24%and16%separately.Keywords:ARAMIS,opticaldeformationmeasurement,frictionstirwelding,strainFiniteelementanalysisofweldinginfrogpadofpassengerdedicatedraillineturnoffZHOUWen,LIUXue-yi,LINHong-song,etal.(SchoolofCivilEng.,SouthwestJiaotongUniversity,Chengdu610031,Sichuanpro.,China)P18-20Abstract:Thethree-dimensionalnumericalsimulationonweldinginfrogpadofpassengerdedicatedraillineturnoffwasperformedbythermal-elastic-plasticFEA.Thechangesofmaterialcharacteralongwithtemperaturewereconsidered.Theweldingtemperaturefield,residualstressesanddistortionwereanalyzed.Theresultsshowedthatlongitudinalresidualstressoffilletweldwastensilestress,transverseresidualstressoffilletweldwascompressivestressandthemaximumequivalentresidualstresswaslocatedatweldterminal.Theresidualdeformationincreaseswiththeincreaseofheatinputvalue.Theresidualdeformationobviouslydecreasedbyusingmethodofrigidityimmobility.Keywords:pad,welding,residualdeformation,residualstress,finiteelementanalysisCombinedplanningbetweenweldingposeandweldingparametersforarcweldingrobotWANGXiao-feng1,CHENHuan-ming2(1.QuanzhouBoiler&PressureVesselInspectionInstitue,Quanzhou362000,Fujianpro.,China;2.NanchangHangkongUniversity,Nanchang330063,Jiangxipro.,China)P29-31Abstract:OpenedupMotomanUP20robotsystemagain,theANNtechnologywasusedsuccefullytoresearchthecombinedplanningbetweenweldingposeandweldingparametersforarcweldingrobot.TrainedandsimulatedtheexperimentdatabyMATLABANNtoolbox.ThedatabaseofweldingposeandweldingparameterswereestablishedbyANNself-learntfunction.Theinfoofweldingposewaspicked-upandworkedouttherobotprogramfromthedatabasebyMATLABprogram.Thesaddle-shapeweldwaswelded,asaresult,thefinishedproductaccordedwiththeresultofANNsimulation.Keywords:weldingpose,weldingplanning,saddle-shapeweld,arcweldingrobot,MATLABResearchontheweldingcrackof6005AaluminumalloyprofileusedforrailvehiclesZHOUJun-nian,HUWen-hao,WANGXiu-yi,etal.(TangshanRailwayVehicleCo.,Ltd,Tangshan063035,Hebeipro.,China)P49-51Abstract:PulsedMIGweldingexperimentswereconductedon6005Aaluminumalloyprofilesviacloosdoublewireweldingrobot.Aimedattheproblemsofcrackinheataffectingzone(HAZ)afterwelding,comprehensiveanalysiswasperformedindifferentfacets,includingmaterialmicrostructurecharacteristic,weldingheatinput,profilestructure,heatconductandmachining.Asfaras6005A-T6aluminumalloywasconcerned,higherheatinputproducedintheweldingprocesswasthemaincauseforthecrack;ThephaseAl-Mg2Siwithlowmeltingpointdistributingonthegrainboundary(GB)wasshockedintofragmentationbythetoolwasthedirectfactorcausingthecrack;andthehigherheatconductvelocityoftheprofileafterweldingleadtotheaccumulationofweldingthermalstressandweldingstressathightemperature,whichplacedapremiumontheariseofcrackafterwelding.Keywords:6005Aaluminumalloy,crac
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 cdong1980
cdong1980
本文标题:轨道车辆用6005A铝合金型材焊接裂纹研究
链接地址:https://www.777doc.com/doc-4352204 .html