您好,欢迎访问三七文档
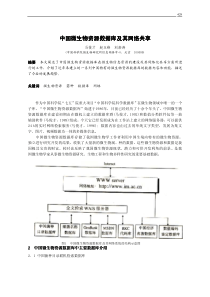
铜管焊接技术工艺在钎料的选用中应遵循三个基本原则:钎料的物理特性、钎料的融化性、钎料的形状。根据铜的熔点及钎料的基本性质分析得出,钎料的熔点需选用在600-850℃之间。焊接主要用的焊料有以下几种:钎料牌号的表示方法:焊接火焰构造分为三部分:焰心、内焰、外焰;其中在焰心前3mm处温度最高,可达三千度左右;钎焊火焰分为3种:氧化焰、中性焰、还原焰;其中氧化焰和还原焰对焊接质量有影响,一般空调焊接所用的火焰为中性焰;气体火焰钎焊的种类分为3种:当氧气与乙炔的作用比为1~1.2时,所产生的火焰称为中性焰,又称为正常焰。靠近焊咀处为焰芯,呈白亮色;其次为内焰。呈兰紫色,此处温度最高,约3150℃,最外层为外焰,呈桔红色。当氧气和乙炔的体积比小于1时,则得到还原焰。由于氧气较少,燃烧不完全。整个火焰比中性焰长。外观呈黑红色;当氧气和乙炔的体积比大于1.2时,则形成氧化焰。由于氧气较多,燃烧剧烈,火焰长度明显缩短,焰心呈锥形,内焰几乎消失,并有较强的丝丝声;外观呈浅蓝色;在使用中性焰焊接时,使用焰心尖部5mm-10mm处加热最为理想(因为温度在1000℃左右,比较接近铜的熔点);加热前提前充氮10s;开始加热时火焰中心在正对着连接件中的插入件(焊条是被此部分铜管融化,而不是被火焰直接融化),但火焰同时要对被插入件进行加热;开始加热时火焰要保证在铜管的圆心位置加热,否则将导致管壁受热不均,当加热状态至微红色时,火焰必须在原加热位置左右均匀摆动加热至暗红,摆动时火焰不能完全离开铜管管壁;预热时各状态见图示;将母材的颜色预热至暗红色,便可以加焊条,此时铜管温度刚好可以融化焊条;不允许过热,过热会使焊料沿着管子流下去,而不聚集于焊接处,影响焊接质量;钎料的添加位置在管口上方2mm左右的位置,且钎料的添加位置必须保证在火焰加热的正后方,使烧热的铜管融化焊条;使焊料均匀的流淌、铺展在缝隙表面上;加料焊接完成后,将火焰采用“Z”字型的路线向下摆动均匀加热,直至使加入的焊料充分渗透到焊缝内;加热管口下部作用是使焊料充分融化渗透;在采用“Z”字向下加热完成后,然后再采用“Z”字向上加热(主要加热上管口);在加热上管口的的同时,焊料也同时添加,直至焊料均匀饱满,饱满之后火焰必须缓慢拉远至焰心尖部30~50mm,然后停留2~3秒对焊点进行保温,然后将焊条移开,完成整个焊接步骤;需要用浸过水的湿布包裹传感器、四通阀、膨胀阀、止逆阀、针阀等元器件;要求湿布的水分不能流入到元器件、管路等系统内部;铜管在钎焊温度下表面氧化剧烈,为有效减少铜管内部氧化皮的产生,要求对铜管进行充氮保护。在铜管装配后,对铜管接头内部充氮。氮气压在0.2左右(相对压力),手摸有气流的感觉,氮气流不要太大,不然焊接时会有气孔等影响焊接质量;焊接前需要提前10s充氮;焊后要滞后10s充氮;焊接前需清理管口杂质、油污等,可用酒精辅助清理;焊接传感器等支管路时,必须在线下预装焊接,然后再焊接到机组系统上;以免会有焊屑等物流入机组系统内;离冷凝器等处较近的焊点需要挡板防护;焊接完成后,让焊件自然冷却,不要使用湿布等低温物质对焊件进行快速降温;在整机上焊接时,从截止阀处充氮;为什么钎焊铜管时要充氮气保护管内壁?由于火焰钎焊在加热过程中受热而积较广,加热常见金属在受热的情况下会产生氧化,因此焊接过程中焊点受热将会导致铜管内部加热,造成内部范围氧化,所以必须要对管内壁进行充氮防护;电子膨胀阀管组是空调系统的关键部件,关系到整个机组的运行状态。而电子膨胀阀是一种十分精密的零部件,其内部的步进电机等部件在高温的情况下极易受到损坏,所以电子膨胀阀的焊接需要做好足够的防护;1、经电子膨胀阀整个浸入水中,注意水分不能进入管路内;2、同时焊接时从两端同时充氮防护,为了防止充入的氮气被加热成高温气体从阀芯经过损坏电子膨胀阀;3、整个电子膨胀阀部件与换热器等处焊接时,同样需要对电子膨胀阀包湿布防护;若阀体距焊点较近,可在包湿布的基础上,对阀体进行淋水处理;检验焊接是否有以下不合格项,需返工1、过烧:外观判断为焊接区域出现烧伤痕迹,并出现粗糙麻点,管件氧化皮严重脱落,紫铜管颜色呈水白色;2、气孔:焊接区域表面出现小小的针眼、气泡。3、虚焊夹渣:表面焊料明显不融合,焊接时火焰接触工件明显偏红色,冒火星或冒油烟,焊料无法融合4、烧损:焊缝边缘被火焰烧成腐烂状,但又未完全烧穿,管壁本身被烧损。检验焊接是否有以下不合格项,需返工1、烧穿:焊件靠近焊缝处被烧损穿洞,焊材表面严重氧化;2、焊瘤:焊缝处的钎料超出焊缝平面形成泪状,焊瘤直径不允许超过焊接体直径的三分之一;3、焊料不足:中间位置焊料不足,两孔之间的夹槽处焊料不够饱满;4、充氮:无充氮或充氮不正确,中间氧化严重;正确充氮后,内壁光滑无氧化;同时,四通阀装配时要注意以下几点:1、四通阀必须水平安装;因为四通阀滑块滑动有摩擦力,若是安装倾斜可能会导致滑块位置异常,从而影响机组运行;2、当焊接时四通阀不知道充氮位置时,可从任意管口充干燥氮气,有氮气流出管口和充氮管口为相通;剩下两个管口相通;3、滑块材质为聚脂类,最高承温约120度;所以焊接四通阀时,或焊接四通阀附件管路必须包湿布;换热器装配时注意以下几点:1、装配翅片换热器时前,清理底盘上的异物,以免换热器被异物损伤;搬运、装配过程中员工需带防护手套轻取轻放;2、检查蒸发器部件外观无明显倒片、毛刺、管凹等缺陷;确保换热正常;3、在一个热交换器上,在任意一处100㎜×100㎜的可见区域不允许有损伤面积超过50%,两处不超过40%,三处不超过30%,四处不超过20%,五处不超过10%,可见区域不允许有倒塌面积超过五处;4、损伤在可接受范围的翅片,用翅片梳进行调节梳理;5、清理换热器上的杂物以防影响换热
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 风天宇
风天宇
本文标题:铜管焊接技术工艺
链接地址:https://www.777doc.com/doc-4380074 .html