您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 公司方案 > 山钢烧结项目烧结机安装施工技术方案
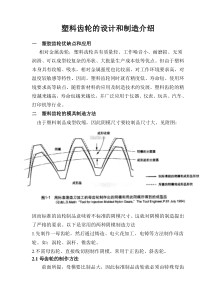
山钢集团新疆喀什钢铁业结构调整产业升级项目烧结工程烧结机安装施工方案中国十五冶金建设有限公司CHINANO.15METALLURGICALCONSTRUCTIONCO.LTD.山钢集团新疆喀什钢铁业结构调整产业升级项目烧结工程150m2烧结机安装施工方案中国十五冶金建设有限公司新疆喀什经理部二0一二年八月一日山钢集团新疆喀什钢铁业结构调整产业升级项目烧结工程烧结机安装施工方案中国十五冶金建设有限公司CHINANO.15METALLURGICALCONSTRUCTIONCO.LTD.目录一、目的二、适用范围三、编制依据四、作业项目概述五、作业准备六、作业条件七、烧结机安装八、质量保证体系及措施九、安全保证体系及措施十、施工进度计划山钢集团新疆喀什钢铁业结构调整产业升级项目烧结工程烧结机安装施工方案中国十五冶金建设有限公司CHINANO.15METALLURGICALCONSTRUCTIONCO.LTD.150m2烧结机安装施工方案1、目的为确保烧结项目150m2烧结机安装的施工质量,特编制烧结项目150m2烧结机安装施工方案。2、适用范围本施工方案适用于山钢新疆喀什钢铁业结构调整项目烧结工程150m2烧结机安装工程的施工。3、编制依据3.1《山钢冶金设计院烧结机安装设计技术文件规定与要求》3.2《机械设备安装工程施工及验收通用规范》(GB50231-98)3.3《冶金机械设备安装工程施工及验收规范·通用规范》(YBJ201-83)3.4《烧结机械设备工程安装验收规范》(GB50402-2007)3.5《冶金机械设备安装工程质量检验评定标准》(YB9246-92)3.6《冶金电气设备安装工程质量检验评定标准》(YB9239-92)3.7《钢结构工程施工及验收规范》(GB50205-2001)3.8《现场设备、工业管道焊接工程施工及验收规范》(GB50236-98)4、作业项目概述本工程为山钢新疆喀什钢铁业结构调整项目烧结工程新建150m2烧结系统烧结机安装工程。该系统烧结机单重约1264t,正常烧结处理量为134t/h,有效烧结面积为150m2,有效烧结长度62.745m。5、作业准备5.1施工主要机器具表序号设备名称单位数量备注1手工电弧焊机台202桥式起重机台132t3桥式起重机台110t4汽车吊台1130t5经纬仪台2测量预埋螺栓及轨道的偏差6水准仪台17手动葫芦个820t8手动葫芦个1510t8角向磨光机Φ180台3950m钢卷尺把1山钢集团新疆喀什钢铁业结构调整产业升级项目烧结工程烧结机安装施工方案中国十五冶金建设有限公司CHINANO.15METALLURGICALCONSTRUCTIONCO.LTD.1030m钢卷尺把111撬棍500把2012枕木200×2000根405.2人员配备表名称姓名数量技术员兰亚男1人安全员周佳1人质检员常德元1人吊车司机6人电焊工20人起重工6人钳工25人电工1人测量人员2人普工45人5.3检查工器具质量合格,在检测期限之内;主要材料规格、质量符合施工要求,准备焊条、等消耗性材料。计量工具规格、量程、精度满足施工要求,且在检定有效期内。5.4施工前设计图纸已经过图纸会审。5.5施工前对相关作业人员进行技术交底。6、作业条件6.1做好与土建的中间交接工作,按设备安装要求对设备基础混凝土强度、座标、标高、外形尺寸、螺栓孔位、埋件等进行复测,在符合设备安装要求的情况下方能进行施工,坚持上道工序不合格下道工序不施工的原则。6.2设备附有出厂合格证明书并经检查符号设计技术要求后才能投入安装。6.3准备施工用的水源和专用输电线路,并采取有效的措施以保证其畅通、充足、可靠。6.4各级人员持证上岗,通过要求的安全教育;特种作业人员、焊接工需持特种作业证、焊工证,且在有效期之内。7、烧结机安装7.1烧结机安装顺序及工艺流程(1)烧结机总的顺序应该是自下而上的安装,预先安装烧结机下部的大型抽风管道及各种灰斗,再安装上部设备。(2)烧结机设备吊装主要利用主厂房的两台桥式起重机(32t、10t)作为主吊设备,故要尽早安装、调试好厂房内的起重机,并接通临时电源。(3)合理安排烧结机的各部件进场时间,将烧结机的某些部件直接卸放到厂房基础上,减少设山钢集团新疆喀什钢铁业结构调整产业升级项目烧结工程烧结机安装施工方案中国十五冶金建设有限公司CHINANO.15METALLURGICALCONSTRUCTIONCO.LTD.备倒运和吊装的时间。特别是各大件设备如头轮、尾轮、棘齿辊等。(4)烧结机安装工艺流程见下图。烧结机安装工艺流程图基础验收基准点及中心标板厂房内主抽风管道烧结机下部灰斗厂房内行车安装头部机架(下部)负荷试生产中部机架头轮安装头部机架(上部)头部及中部轨道滑道及风箱烘炉主抽风支管台车安装主抽风管道平台双重钢主抽风机灰斗给料装置放入筑炉烧结机试运转压缩空气配管阀门操作机构给料装置安装尾部机架热破碎机下部漏斗尾部移动架热破碎机尾轮安装防尘罩及管道柔性传动装置传动装置试运转点火炉骨架炉上配管润滑装置热破碎机试运转山钢集团新疆喀什钢铁业结构调整产业升级项目烧结工程烧结机安装施工方案中国十五冶金建设有限公司CHINANO.15METALLURGICALCONSTRUCTIONCO.LTD.7.2埋设中心标板和标高基准点(1)中心标板①在烧结机的头部及尾部设永久性中心标板,根据此标点确定沿烧结机台车行走方向的烧结机纵向中心线,该中心线的端点测量的极限偏差为±lmm。由于150m2烧结机全长100多米,避免过长而造成的测量偏差。所以在全长的1/2处,增加一个临时性的辅助测量中心点。②与烧结机纵向中心线相垂直的方向,设五条横向中心线:烧结机头轮轴向中心线;烧结机架中部固定机架横向中心线;烧结机尾轮轴向中心线;热破碎机棘齿辊轴向中心线;③在头部与中部固定机架之间,增加一个横向中心线,作为辅助测量基准线,以解决纵向长度过长而造成的每个机架柱子之间,测量所产生的累计偏差问题。这样就把烧结机在长度方向,除总长度范围内整体控制外,再划分为A、B、C、D四个区域,实行分段测量控制。上述五条横向中心线的正交角测量极限偏差为±10″。(2)标高基准点在烧结机的头、中、尾部设三个标高基准点.该基准点是从厂房外部或附近水准点为依据,投到烧结机旁。基准点与水准点之间标高测量极限偏差为±3mm,将移进来的第一个点作为永久性基准点,该永久性基准点与另两个安装用基准点的相邻标高测量极限偏差为0.5mm。7.3烧结机机架安装(1)机架的热膨胀处理为处理烧结机的热膨胀问题,烧结机架的头部和尾部机架为固定点,中部机架的后1/3处为固定点,而其它都是游动点,采取中间固定向头尾方向游动的方式,在头部与中部、中部与尾部接合处,各留有一个伸缩缝,以吸收机架纵向的膨胀量。在安装过程中应达到上述要求,不得以实际安装的误差而减少或加大上述膨胀值。每个螺拴的紧固方式,也应按照固定紧固或带有螺栓套简可在长螺栓孔中游动的要求紧固。山钢集团新疆喀什钢铁业结构调整产业升级项目烧结工程烧结机安装施工方案中国十五冶金建设有限公司CHINANO.15METALLURGICALCONSTRUCTIONCO.LTD.(2)机架安装①烧结机机架采用座浆法安装,每个柱子底板下面是一个整块垫板,垫板安装时,其上表面标高的极限偏差为0-0.5mm.水平度为0.1/1000。当座浆混凝土达到强度后。安装每个柱子的底板,其中固定式柱子是在烧结机机架全部找正完毕之后,将柱子与底板焊接而形成柱脚,而游动式柱子是将柱子浮放在底板上,两侧用方形档条焊接定位,只允许柱子沿烧结机的纵向膨胀游动。②烧结机柱子安装是以柱子底板标高为准,用座浆法安装时是靠座浆垫板上表面标高控制,柱子顶部标高是依靠柱子制造长度的极限偏差为±3mm的长度公差控制,一般情况下,不单独检查柱顶标高,只检查轨面标高,因轨道梁下面留有10mm的调整轨面标高的余量,柱子安装是以柱子中心线为测量依据。这主要是考虑到柱子本身H型钢轧制或焊接变形的因素。其纵向、横向中心线的极限偏差为±2mm,铅垂度公差为1/1000。③机架横梁安装,中部机架是先进行烧结机每个横断面上的单片机架组装,而后再连接各单片机架之间的纵向横梁。单片机架组装时,其下部与下部宽度之差不得大于5mm,对角线长度之差也不得大于5mm,要达到这项要求,设计上应采取措施留有一定的调整余地。整个烧结机架安装先用安装螺栓找正定位,其螺栓数量不少于螺栓孔的1/3,待全部找正合格后,逐步更换高强螺栓或焊接固定。7.4头轮安装(1)头轮安装方法①先将烧结机架安装到台车轨道标高,该轨道标高以上的烧结机头部机架暂不安装,并在头部弯道的上部,安装一对临时轨道与支架,与烧结机上部台车轨道相连接。山钢集团新疆喀什钢铁业结构调整产业升级项目烧结工程烧结机安装施工方案中国十五冶金建设有限公司CHINANO.15METALLURGICALCONSTRUCTIONCO.LTD.2滑轮组头轮台车头轮安装示意图②在轨道上安放两个烧结机台车,不装蓖条及侧板,用钢丝绳将两个台车临时绑在一起,并设置一台牵引这两个台车作水平移动用的临时卷扬机。③将台车推到厂房后部的天车吊装区域内,用天车主钩将烧结机头轮,由地面经安装孔起吊到烧结机轨道面以上,放在两个临时台车上面。④在烧结厂房高跨部分平台粱上,放置H型钢的过梁,作为起吊头轮用的临时吊梁,选用慢动卷扬机和滑轮组,准备起吊头轮。⑤将已经放好头轮的台车,用卷扬机拉到烧结机头部的临时轨道位置上,用已准备好头轮起吊的索具起吊头轮,当头轮起吊以后,经过各部位的检查,确认安全可靠的情况下,移走台车.接着拆除临时轨道、支承梁及支柱,然后徐徐将头轮降到设计位置就位。(2)头轮找正定位在烧结机运转过程中,头轮是固定端,尾轮是游动端,因此头轮在安装阶段必顶严格找正定位,当生产过程中如出现台车跑偏现象,很少是由于头轮所造成,除非查明头轮中心线确已走动,才进行必要的调整,一般情况下,不要轻易地改动头轮的纵横中心线的位置,否则就失去了检查烧结机横向中心线的基准线。(3)头轮链轮片组装:烧结机的头轮链轮片为每两个齿为—个单片,在制造厂已组装并绞孔配好精制螺栓,为便于山钢集团新疆喀什钢铁业结构调整产业升级项目烧结工程烧结机安装施工方案中国十五冶金建设有限公司CHINANO.15METALLURGICALCONSTRUCTIONCO.LTD.运输,出厂前将链轮片拆下单独包装,并对每个精制螺栓都打印编号,现场安装时仅照样组装即可,必要时复查其主要尺寸是否符合出厂标准。在确认头轮的各个部位都已安装找正后最后安装头轮上的粉尘导向片,该导向片是由两个半圆形筒体供货,现场安装在头轮的筒体上以后焊接固定。7.5轨道安装烧结机的轨道是由固定式头部弯道、中部水平轨道,移动式尾部弯道及下部返回轨道所组成。烧结机生产过程中,是在冷热交替而且温差较大的状态下循环式运转,为了保证烧结机的台车平稳的运转,对头、尾弯道及水平轨道的设计、制造与安装,提出了很高的技术要求,因此,轨道及弯道的安装,已成为烧结机安装中的关键工序。(1)头部弯道安装烧结机头部是先安装头轮后安装弯道,而尾部则是先安装弯道后安装尾轮。头部弯道为烧结机头部的台车行走轨道,该弯道是由5个不同位置的圆心和半径所画出的圆弧导轨,在制造厂已加工并组装后解体出头部弯道,现场安装时,头部弯道的调整定位,是在头轮及链轮片全部安装找正完毕以后方可进行,以头轮链轮片为基准面,调整弯道的位置,调整方法是通过调整弯道背面在lOmm范围内增加不同厚度的垫片而达到规定的位置,见头部轨道安装示意图。以头轮链轮片为基准,检查与弯道各部位的间距,其技术要求如下:①头部固定弯道与链轮片的间距,在两侧弯道上、中、下三处的对应点上(a,b,c与a′,b′,c′)极限偏差为±2mm。②两侧链轮片的齿根与弧形导轨的间距,在对应位置上(e与e′、d与d′)的极限偏差为±lmm。③两侧弯道在上部与下部对应点上的高低差(h)不得大于1mm。④复查内外弯道间距,应符合设计要求。山钢集团新疆喀什钢铁业结构
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码







 lvshijunzm
lvshijunzm
本文标题:山钢烧结项目烧结机安装施工技术方案
链接地址:https://www.777doc.com/doc-4425387 .html