您好,欢迎访问三七文档
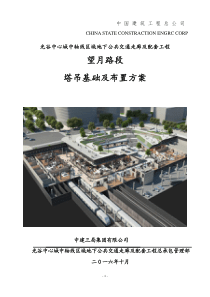
1、DA6.4质量体系文件—三层文件XX汽车模具有限公司CAE判定标准编号RH-DSTEC-008版本/版次A/0页码第0页共11页CAE技术规范CAE判定标准RH/DSTEC-008-A瑞鹄汽车模具有限公司VDA6.4质量体系文件—三层文件XX汽车模具有限公司CAE判定标准编号XX-DSTEC-008版本/版次A/0页码第0页共11页修订日期制/修订人修订原因及章节号修订标记实施日期编制审核批准王小林CAE判定标准编制部门:XX技术部发布日期;2009.6.2实施日期:2009.6.2VDA6.4质量体系文件—三层文件XX汽车模具有限公司CAE判定标准编号XX-DSTEC-008版本/版次A/0页码第1页共11页Contents目录1Summarization概述........................................................................22SpecificSoftwareProgramEdition专业软件程序版本..................22.1AutoFormVersion4.1.1AutoForm版本。
2、4.1.1...............................22.1.1MeshParametersofStampingDie模具网格划分.......................................22.1.2ContralParameter控制参数.........................................................................22.1.3InputParameter输入参数.............................................................................22.2DYNAFORMVersion5.6&5.6.1DYNAFORM版本5.6&5.6.1........32.2.1MeshParametersofStampingDie模具网格划分.......................................32.2.2坯料网格划分.........................................。
3、..........................................................42.2.3Material材料..................................................................................................42.2.4DrawBead拉延筋拉延槛...............................................................................52.2.5GravityCalculation重力计算.........................................................................52.2.6BlankHolderClosing压边圈闭合.................................................................52.2.7Drawing拉伸...................。
4、...............................................................................52.2.8SpringBack回弹...........................................................................................52.2.9ContralParameter控制参数.........................................................................52.2.10.后处理评价...................................................................................................53EstimateandReportDocuments评价与报告文档.........................63.1Summary概述............................。
5、.........................................................63.2EvaluatingSimulation模拟评价.........................................................63.3IllustrationofSimulationResult模拟结果说明..................................83.3.1GoodResult好的模拟结果.............................................................................83.3.2CriticalResult介于临界值的模拟结果............................................................93.3.3BadResult不好的模拟结果.........................................................................。
6、.10VDA6.4质量体系文件—三层文件XX汽车模具有限公司CAE判定标准编号XX-DSTEC-008版本/版次A/0页码第2页共11页1Summarization概述为了取得一个可比的,基本上不依赖计算机和软件的模拟结果,必须依照本技术要求对冲压拉伸模拟进行准备、计算和评估。对于所有未列出的数值必须利用标准设置。未经许可,不得翻印、摘录或者转交给第三者。本标准是委外进行拉伸成形模拟式的合同组成部分。2SpecificSoftwareProgramEdition专业软件程序版本2.1AutoFormVersion4.1.1AutoForm版本4.1.12.1.1MeshParametersofStampingDie模具网格划分Parameters参数:ErroTolerance容许的误差=0.1mmMax.SideLenth最大边长=30mm(Face面)GlobalSharpandFilletedge锐边与倒角:Fillet/CheckAngle过渡/检查尖角=1mmGlobalRadius全局圆角=3mm进行空隙、锐边及凸出面的质量检验。2.1.2ContralParameter控。
7、制参数控制参数应按如下参数设置。未列出的控制参数使用AutoForm的缺省值。control/main/accuracy=Standardlayers=5control/main/advanced/max.penetration=0,352control/main/advanced/EndTimeSteps=0,55control/main/advanced/NumberOfEndTimeSteps=3(采用三角形壳单元分析时,真实筋会出现问题,建议采用虚拟筋、壳单元的方式计算)为评价板料起皱,必须激活下列开关变量:control/rslts/contactdistanceabove=oncontrol/rslts/contactdistancebelow=on2.1.3InputParameter输入参数模具必须注意根据其在压机内的位置定位(单动或双动)。总是以计算重力作为过程的第一步。VDA6.4质量体系文件—三层文件XX汽车模具有限公司CAE判定标准编号XX-DSTEC-008版本/版次A/0页码第3页共11页受力的模具部件必须根据冲压零件尺寸的大小来规定下面的刚度值:Stiff。
8、ness刚度100小杯形零件50小型零件(如铰链支架)30中型零件(如门、翼子板)=10大型零件(如车顶、侧围)拉延筋(几何形状按drawbeadgenerator设计)及压力系数设置:Forcefactor0.35用于第一条拉延筋0.175用于第二条拉延筋0.550.65阻力系数与真实筋形状受材料、料厚、摩擦系数等影响密切,暂时按drawbeadgenerator中提供的方式来对比,一般情况下,0.35的系数等同于圆筋,对于料厚〉=1.5mm的,原则上不设置拉延筋,如设置拉延筋,筋高不得超过3mm;过渡区拉延筋做法参考拉延筋设计标准;在优化计算范围内,经与委托方协商后,允许与这些标准值有偏差。不能使用限位块。应考虑料片的轧制方向。对于单个模具部件与冲压料片之间的接触定义,必须规定下列摩擦系数值:Lubrication(润滑)0.17镀锌钢板与模具、外板0.20非镀锌钢板与模具、内板2.2DYNAFORMVersion5.6&5.6.1DYNAFORM版本5.6&5.6.12.2.1MeshParametersofStampingDie模具网格划分数型准备:首先把工艺数型的型面提取成B。
9、-SURFACE曲面,将压边圈&凸(凹)模分别用不同的颜色表示,输出成IGES文件,然后输入到DYNAFORM中。网格划分PREPROCESS-ELEMENT-SURFACEMESHMaxSize:30(如果制件太小,生成的网格过于稀疏,那么可以依次尝试25,20,15。)MinSize:0.1ChordalDev:0.05VDA6.4质量体系文件—三层文件XX汽车模具有限公司CAE判定标准编号XX-DSTEC-008版本/版次A/0页码第4页共11页Angle:10GapTol:2.5IgnoreHoleSize:0.0网格检查网格生成并且确认没有明显错误以后就可以开始网格的质量检查了。PREPROCESS-MODELCHECK:一般必须做的检查有6项,它们分别是:BoundaryDisplay:为了避免因为网格问题而造成计算错误,这里规定不允许有内部缝隙出现,就是说除了外围轮廓和内部刻意留出来的孔洞以外,不允许有其他的边界出现;如果有,必须进行网格修补。InteriorAngle:0.1,不符合要求的网格可以删除;OverlapElement:重叠的网格可以删除;PlateNorm。
10、al:首先,所有的Tools网格的法向必须是沿着Z轴向上的,其次,所有的网格的法向必须是一致的,检查的时候,必须出现NORMALISCONSISTENT的信息才可以认为检查初步合格;ElementSize:0.1,不符合要求的网格可以删除;Warpage:89,不符合要求的网格可以分成三角形;注意:检查完以后,需要对存在问题的网格进行修补,可以进入菜单PREPROCESS-MODELREPAIR,利用里面的功能进行修补,然后再检查,再修补,如此往复,直到所有的网格都没有问题为止。网格偏置当基准面的网格准备好了以后,为了确保计算的精确程度,需要将与基准面对应的网格生成出来。进入菜单PREPROCESS-ELEMENT,点击COPY按键,选择OFFSET选项,这里注意,沿着法向偏置应该输入正值,逆着法向偏置应该输入负值;Apply以后需要再次对生成的网格进行检查,有问题继续修补;输出Part文件FILE-EXPORT,选择NASTRAN格式输出。所有的网格都准备好了以后,就可以将所有的网格输出了。有一点需要明确的是,为了便于区分,这里规定,凡是。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 c9887766
c9887766
本文标题:CAE判定标准
链接地址:https://www.777doc.com/doc-4474564 .html