您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 其它文档 > 炼铁厂G502F皮带机通廊制安方案[1]
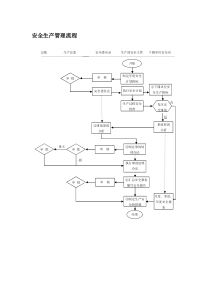
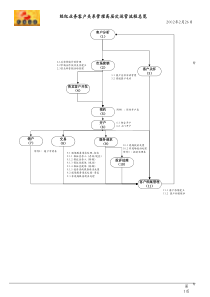
1施工方案编制目录一、工程概况及工程施工特点.....................................021.1.工程主要的基本情况和特点..................................021.2.工程建筑和结构设计特点....................................021.3.主要分部、分项工程的施工特点...............................021.4.工程所在地的自然环境、技术经济概况........................031.5、工程重要环境因素及重要危险因素识别........................03二、编制依据...............................................03三、主要施工组织计(方案)目标................................04四、施工方案的选择与设计.....................................044.1、通廊制作..............................................044.2通廊支架制作............................................144.3通廊与支架安装..........................................244.4施工过程中各项质量控制、检验记录...........................335.4质量控制点.............................................34五、施工准备工作计划........................................345.1.技术准备工作计划.......................................345.2.资源(劳动力、材料、、施工机具等)准备计划..................345.3.大临工程计划..........................................37六、工期、质量、安全、环境、成本保证措施........................376.1.工期保证措施..........................................386.2质量保证措施...........................................396.3安全、环境保证措施......................................40一、工程概况及工程施工特点1.1.工程主要的基本情况和特点;炼铁厂为了解决G502皮带机输送时间过长,雨季时G502皮带机不能满足每天供料的要求。2要此新增一条G502F皮带机。新增的G502F皮带机主要是为了缓解G502皮带机作业紧张供料不足及雨季时保产的作用。整个工程结构件制安量150余t,走台制安量30余t。该通廊全长110m,分四段制作安装,其中第三段跨度为52m。通廊第二段、第三段拱度要求较高,按1/500L制作,整个制作难度较大。通廊安装现场狭窄,超长超重件的吊装困难。表1:工程主要构件实物量序号构件名称构件尺寸(mm)构件吊装时重量(kg)构件总重(kg)安装高度(m)1第一段通廊11m×3.6m×3.2m854699132.572第二段通廊29m×3.6m×3.2m29887346698.223第三段通廊52m×3.6m×3.2m582866919417.0484第四段通廊11.8m×3.6m×3.2m110111271719.955ZJ-1支架3.7m×2.3m×2.57m4378437806ZJ-2支架8.22m×0.9m×4.3m4171417107ZJ-3支架17.048m×5m×0.9m121001210001.2.工程建筑和结构设计特点;G502F皮带机新建于球团6#转运站1064.7m层至7#转运站1084.5层,沿G502皮带通廊方向安装新增皮带机通廊,该通廊跨过G402胶带机通廊。该皮带机通廊采用双榀钢桁架结构,通廊斜角9°48′26〞,提升高度18.585m,皮带机输送量为600t/h,通廊净宽3m(第二段净宽为2.85m)。皮带机支架采用H型钢支柱及“”字形钢柱,斜撑采用角钢联接。因周围建筑物较为密集,通廊支架基础采用大直径冲孔桩,支架固定后需进行二次灌浆。G502F与G502之间新设走台。本台皮带机通廊每段桁架采用一端固定,一端靠椭圆孔来达到通廊热胀冷缩时滑移的目的。1.3.主要分部、分项工程的施工特点;本工程通廊部分主要分:钢结构制作与安装两部分。通廊采用现场外制作,整体通廊分成四段制作,制作后通过公路运输方式倒运通廊至现场进行安装。安装时存在大件吊装,其中HJ-3整体桁架吊装重量达到58.2T,现场条件限制,整体吊装的可行性小,只能采用分段吊装,现场拼接安装的方式进行安装,拼装及吊装时需占用现场公路。ZJ-3的“”字形钢柱属特殊钢结构件,制作难度大。通廊大件吊装须编专项吊装方案。1.4.工程所在地的自然环境、技术经济概况;新建的G502F皮带机位于原料场的东南面,7#转运站至球团6#转运站之间的地段。场地标高在1065.5m~1064.0m之间。新建G502F皮带机北方通向4#高炉,南侧通向新1#烧结机,运输3路线只有两条路线,4#炉方向公路两侧狭窄,有部分立柱,运输的最佳路线是荷花池门岗至新1#烧结机到新建G502F皮带机安装位置。1.5、工程重要环境因素及重要危险因素识别。本工程通廊制作主要涉及大件吊装,最大一段通廊重量达58.2T,大型吊车使用较多,吊装安全是本通廊制安的重点控制点。安装现场其它建筑物密集,安装最大高度19.95m,第三段通廊下方公路车辆来往频繁,存在高空坠物,高空坠落的危险因素,因此在通廊安装时安全管理难度大,投入的安全成本高。二、编制依据2.1.《钢结构工程施工质量验收规范》GB50205-2001;2.2.《建筑钢结构焊接技术规程》JGJ81-2002;2.3.《涂装前钢材表面锈蚀等级》GB/T8923;2.4.《钢桁架检验及验收标准》JG9-1999;2.5.《钢桁架质量标准》JG8-1999;2.6.攀钢设计院设计的G502F复线皮带机设计图纸;2.7.已签订生效的工程合同文件;2.8.炼铁厂提拱的皮带机相关资料;2.9.本企业内部的各种定额、所能得到和支配的各种资源,企业对类似工程的施工业绩和经验;2.10.现场实地勘察的资料;11、攀冶公司QEO手册。三、主要施工组织计(方案)目标3.1.工期目标:2010年8月~2010年11月30日3.2.工程质量目标:顾客满意率≥83%;单位工程一次性交工合格率100%;3.3.施工安全目标:安全生产实现“六杜绝,一力争”;3.4、环境目标:杜绝重大火灾及危化学品事故,重大环境污染事件;四、施工方案的选择与设计4.1、通廊制作4.1.1.通廊制作工艺流程图;每个流程应该由各个班组做自检记录,然后由分(工段)质检员检查,然后项目部质量员复检,组装完成后由专业质检人员对构件进行抽查,确保构件能达到标准。通廊制作流程见图一所4示。4.1.2通廊及通廊支架制安顺序及时间控制安排;通廊桁架的安装原则从安全考虑是从低向高方向安装,而通廊支架则需按照从高向低方向安装,以便于在最低支架处调整标高误差。制作顺序1:6#转运站牛腿梁(土建)→第一段通廊→支架ZJ-1→第二段通廊→支架ZJ-2→第三段通廊→支架ZJ-3→第四段通廊→7#转运站牛腿梁(土建)。制作顺序2:支架ZJ-3→支架ZJ-2→支架ZJ-1→6#转运站牛腿梁(土建)→第一段通廊→第二段通廊→第四段通廊(单榀桁架两片制作)→第三段通廊(分上下两部分制作)→7#转运站牛腿梁(土建)。安装顺序1:6#转运站牛腿梁→支架ZJ-1→固定(灌浆)→第一段通廊→固定(稳定性达标)→支架ZJ-2→固定(灌浆)→第二段通廊→固定(稳定性达标)→ZJ-3→固定(灌浆)→第三段通廊→固定(稳定性达标)→7#转运站牛腿梁→第四段通廊→固定(稳定性达标)→其它附件安装。安装顺序2:支架ZJ-3(两片现场拼装)→固定(灌浆)→支架ZJ-2→固定(灌浆)→支架ZJ-1→固定(灌浆)→第一段通廊→固定(稳定性达标)→第二段现场拼装成整体→第二段通廊→固定(稳定性达标)→第四段通廊(两片拼装)→固定(稳定性达标)→第三段现场拼装成两大段→第三段通廊(先安上半部分,后安下半部分)→固定(稳定性达标)→其它附件安装。制作与安装可分两种顺序进行,通过对比,我们发现第二种方法更为节省时间,因为支架垂直度找好、调平调正、螺栓紧固后,需灌浆固定,只有支架稳定性达到要求后方可进行通廊安装。如果支架先制作先安装,在混凝土凝固时间内进行通廊制作,可节省混凝土凝固时间。混凝土凝固时间需3天以上,三个支架如果分别安装侧共需9天时间来凝固混凝土,通过对比,我们选择第二个制安顺序。5图1:通廊制作工艺流程图制作与安装的时间安排:通廊制作时间安排在9月初进行,9月25日支架ZJ-1~ZJ-3做作完安装完毕,支架可采取做完一件立即安装一件的方法进行。在做支架的同时派一部分人制作通廊,在9月27日达到吊第一段通廊的目标。其余三段通廊在10月24日制作安装完毕。10月25日后进行安装皮带机的同时进行其它结构件安装收尾工作。图2:通廊各构件现场位置布置示意图4.1.3号料4.1.3.1放样前根据施工图各部尺寸并结合现场的实测结果认真校核,熟悉工艺要求,校核时采用放实样或计算校核,放样所用的计量器具,必须具有计量站检验合格证。并要求与土建基础测量所用的计量器具核对,大样放完后,放样人员和监样人员必须对所放大样进行自检,合格后,由生产组有关人员与施工队及班组放样、监样人员在放样现场复检,经复验合格后的大样才能作为下料、成型等工艺的尺寸依据。4.1.3.2号料前认真核对钢材的规格、型号、材质、批号并清涂钢材表面的油污、泥土等脏物,钢材进行矫正且表面质量符合规范规定。注意:本通廊HJ-3桁架采用Q345B材料制作,其余全部采用Q235B材料制作。因此,HJ-3构件材料应单独存放,单独在划分区域内制作,严禁与普通材料混混淆。64.1.3.3放样、号料尺寸采用划针划线宽度符合规范规定,较长直线应当采用0.8mm弹簧、钢丝配合直尺和角尺联合划线。4.1.3.4号料根据配料图进行,号料时预留焊接收缩余量以及切割、刨边、修正、铣平等加工余量,号料后在零件上注明生产号、零件号、数量、加工方法等并根据零件的不同材质采用不同颜色标注。4.1.3.5所有钢板必须有材质证明,其表面不允许有裂纹、气泡、结疤、夹层等缺陷。表2:加工余量余量种类加工方法余量值(mm)切口气切厚度在11~19mm2切口气切厚度在20~60mm3~5刨边氧切后刨边54.1.4切割4.1.4.1切割前,应将钢材表面切割区域内的铁锈、油污等清除干净;4.1.4.2半自动切割机切割,切割后,断口上不得有裂纹和>1.0mm的铁棱,并应清除边缘上的熔瘤、飞溅物等;4.1.4.3切割截面与钢材表面不垂直度不得大于钢材厚度的10%,且不得大于2.0mm;4.1.4.4切割质量控制,切割后尺寸正确,自动切割机切割要保证嘴头的垂直度,线条清晰有棱有角,应有良好的光洁度。表3:气割的允许偏差(mm)项目允许偏差零件宽度,长度±3.0切割面平面度0.05t,且不大于2.0(注:t为切割面厚度)割纹深度0.3局部缺口深度1.0表4:机械剪切的允许偏差(mm)项目允许偏差零件宽度,长度±3.0边缘缺棱1.0型钢端部垂直度2.04.1.5制孔74.1.5.1通廊联接部位螺栓孔较多,GJ-1连接板之间8个螺栓连接、牛腿梁与底座均采用螺栓联接以及檩条檩托之间全是螺栓联接,螺栓孔精度直接影响到工程的制作及安装质量。连接板采用平面钻制孔。表5:普通螺栓孔允许
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 fuyiefei
fuyiefei
本文标题:炼铁厂G502F皮带机通廊制安方案[1]
链接地址:https://www.777doc.com/doc-4502642 .html