您好,欢迎访问三七文档
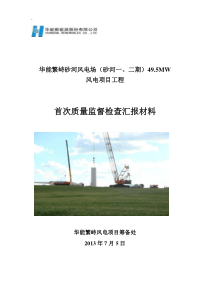
ASUSQualitySpeedPartnership咬花技術報告人:TEXTURETECHNICALDATA一.咬花的目的二.甚麼是咬花三.各類花紋之比較四.咬花事前檢查事項五.慎選模具材料與製造方法六.精密測試/咬花粗度比較(噴砂,皮紋,犁地,寫真)七.塑料與咬花深度八.結論一.咬花的目的增進塑膠零件的外觀質感,使產品呈現多變化或全新的設計二.甚麼是咬花咬花噴砂化學蝕刻犁地皮紋線,柄紋,幾何圖形,木紋,髮線最淺的咬花深度是2μmm,常被使用在壓克力的表示窗,防止光線亂射及防止反射等加工處理.最深的咬花是3mm,仿大理石,常被用作浴室的磁板.1.與設計相調和.2.賦予價值感.3.均等劃一的加工.4.不易損傷商品本身.5.成形壽命長6.價廉,交貨快.7.維修簡單所謂良好的咬花是:(1.皮紋,2.犁地,3.噴砂)(1.噴砂,2.犁地,3.皮紋)(1.噴砂,2.犁地,3.皮紋)咬花之前應檢查的事項:模具的脫模角度OKGONO換淺的花紋或加大脫模角度模具的材質是否一樣OKGONO請先告知咬花廠模具的打光OKGONO再加強打光成形材料是否一樣OKGONO請教材料商或告知咬花廠溶接NOGOYES退火OK無光澤的咬花可以,有光澤的可能會造成局部有陰影NG不能咬花或噴砂會造成斷差Thisillustrationindicatesthatthis0.003°deeppatternwouldrequireapproximately5°draft三.各類花紋之比較噴砂(HN20-23,1000-1017,NO.1-12HN3000-3013)加工:一日---三日特徵:1.交貨期短2.維修簡單3.價格較便宜4.可取得細緻均勻圖樣注意點:耐久性短.細砂5000—10000模次中砂20000—500000模次粗沙50000—100000模次樹脂過硬及模具硬度低則壽命會短維修:可以部份修理,先將初期製造的成品保管起來,可依照花紋進行修理流程圖:1.模具的脫脂2.封貼3.噴砂加工4.除去貼紙5.清洗6.防銹犁地:(24-31,418-422,NO.1-9,HN2000-2060)加工:一日—四日1.交貨期短.2.可取得中程度且均勻的圖樣.3.比喷砂可多一倍的耐性,100000—200000模次.4.粗紋可隱藏結合線和凹陷.注意點:耐久性比皮紋低,複雜且深窄形狀會形成花紋不均維修:與噴砂同流程圖:1.模具脫脂2.封貼3.表面處理4.蝕刻5.噴砂用封貼6.乾燥7.噴砂8.除去貼紙9.洗淨10.防銹特徵:皮紋(HN423-441,608-631,4000-4055,NO.1—181)加工:四日---七日特徵:1.具耐久性100,000---500,000模次2.不易破壞製品注意點:1.加工時間長2.價格偏高維修:1.可以做部分修理,但100%的修理不可能.2.生鏽,瓦斯燒灼,只需做表面處理即可流程圖:1.模具的脫脂2.封貼3.咬花加工面的脫脂4.描繪圖形5.烘烤6.修正圖形7.第二次封貼8.蝕刻9.噴砂用封貼10.除去貼紙11.洗淨12.防銹線:(NO.1-12),柄(NO.1-27),木紋(NO.1-8)加工:三日---五日注意點:無法做三次元曲面的加工,連修理也不行.維修:生鏽,瓦斯燒灼,只需做表面處理即可.線,柄,幾何學圖形1.一次脫脂--------模具全體.2.二次脫脂--------咬花面.3.底片裁剪4.感光膜塗佈5.乾燥6.貼底片7.曝光9.現象10.加熱11.圖形修正12.封貼13.蝕刻14.感光膜剥離,洗淨15.噴砂16.洗淨17.防銹流程圖:四.咬花事前檢查項目(咬花廠品檢項目)1.確定咬花範圍,成品圖,模具圖及成形品是必要的2.模具鋼材的確定3.放電加工的有無4.熔解的有無以及掌握其條件5.模具的硬度(熱處理,氮化)6.脫模角度7.有無配合的關聯品(成品)8.成形材料的種別9.模具的總數量10.確認咬花番號及其咬花加工面上的打光程度11.模具表面傷痕,銹的檢查五.慎選模具材料與製造方法1.市售的模具用鋼,構造精密的金屬,連結順利的完成.硬度較高的被視為良品.2.有關配件方面最好是使用相同的材質,為增加其快削性而使用硫磺導致影響加工工程,形成偏析,咬花面成為線條狀.3.在模具的機械加工工程方面,要加工咬花的面如給予不均等熱度會影響咬花加工,請注意使用銳利的刀具.4.補焊熔接時應注意事項:A.一定要先預熱.B.使用與模具相同材質的熔接棒或是使用張力強度相等的金屬.C.施行退火處理,熔接後目材與熔材一起加熱後自然冷,忽略這步驟就會發生咬花深度不同或咬花不下去的現象.D.SUS系不銹鋼调質品在溶接後若是不再調質或熱處理,一定會發生咬花斑點.E.熔接窒化處理過的模具,必須完全脫窒後實行.若馬上熔接會產生有針孔,熔接不良等現象出現.5.放電加工過的模具其表面變成硬化層會影響咬花加工,因此必須磨掉硬化層,尤其是不銹鋼係模具鋼的放電硬化層不反應在藥物上,一定要打光到除去為止,否則不可能咬花.6.放電層的確認是將模具表面的油分用溶劑將模具洗淨,塗上第二鹽化鐵液,不在藥物上產生反應的放電層氣所留的光澤,容易以肉眼分辨出來.7.SUS系列不銹鋼的STAVAX,PD555,42O等,在熱處理之後幾乎尺寸不變,等模具加工完之後再熱處理,磨剩的放電層也會軟化變成與目材同硬度,便可咬花,六.咬花粗度比較/精密測試以下是使用德國HOMMELTESTERT1000型表面粗度測定器所測出表面粗度,深度及圓形,藉此可明白區分噴砂,犁地,皮紋以及寫真等類花紋之不同,主要符號說明如下:Ra:算術平均粗度值Rz:山谷平均值Rm:最大山谷深度值七.塑料與咬花深度1.脫模度預留0.5度或0.005mm深/安全量2.Toleranceis+/-0.0025mm(HommelTestert1000精密測試)4.exp:appleG-1texture……………………………………...Minimumdraftrequired:3.5度forABS&PC,2.5度forPVC3.PSABSPC(0.005mm)0.0002(0.005mm)0.0002[黏度(viscosity)/流動長度]八.結論1.為能達到完美的咬花處理,訣竅在[均勻一致性]2.沒有數據就是不科學窒化處理窒化處理為在鋼材表面上,形成化合物(e層),增加其耐磨性.析質硬化系的NAK80,HPM50為容易窒化處理之鋼材,所以在窒化處理的條件調整至最低的情形下,還是會有1—3um(通常5—10um)的硬化層(e層)形成.真空軟窒化過程(VIVNT)為:A.沒有光澤的咬花:模具廠咬花廠窒化處理B.沒有光澤的噴砂:模具廠噴砂加工窒化處理模具廠窒化處理噴砂加工因為是不穿透硬化層的加工,所以兩者之中任何一個步驟都可以C.有光澤的咬花,噴砂模具廠咬花或噴砂和光澤處理窒化處理光澤再加工如果不按此過程的話,光澤將無法恢復,不過如照此過程也只能有70%--90%的光澤度重現.上記之脫窒處理不會影響到硬化層之硬度,所以耐模性不變.
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 angelo_sy
angelo_sy
本文标题:咬花技术
链接地址:https://www.777doc.com/doc-4503976 .html