您好,欢迎访问三七文档
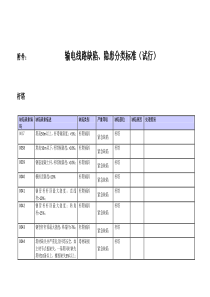
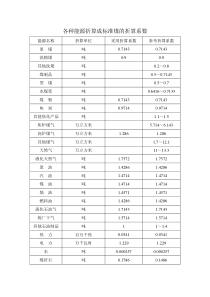
车间设计的目的,任务,内容是什么?目的:为了建设新的企业,扩建或改建老企业任务:是对需建设的企业做出技术与经济的详细规划,确定出企业的生产经济状况,技术经济指标及施工的组织方法等内容:生产工艺,设备,土建,供水与排水,供气,供电,运输,采暖与通风等设计车间设计的依据,包括哪些内容?设计任务书是车间设计的依据主要包括:1.车间的生产规模、生产的品种2.车间的生产方案3.建厂地址、厂区范围与资源、水文地质、原材料、燃料、动力、供水、供电以及运输等的条件与要求4.达到的经济效益和技术水平5.投资款以及劳动定员6.环境保护车间设计的程序是什么?可行性研究、初步设计、施工设计什么是可行性研究及其内容?1)可行性研究是一门运用多种科学成果保证实现工程建设最佳经济效果的综合性科学2)内容:1.市场销售的研究2.原料和工艺技术的研究3.工程条件的研究4.对劳动力的来源和费用、人员培训、项目实施计划的研究,确定合理的建设进度和工厂组织机构5.资金和成本的研究6.经济效果研究什么是产品方案;如何编制?产品方案:指所设计的工厂或车间拟生产的产品名称、品种、规格、状态及年计划产量。编制方案要依据国民经济发展对产品的要求;产品的平衡;以及建厂地区的条件、生产资源、自然条件、投资等的可能性什么是典型产品,如何选择?为了减少设计工作量,加快进度,同时又不影响整个设计质量,可将各类产品进行分类编组,从中选出的具有代表性、与实际相接近、留有一定的调整余量的通过全部工序的产品即为典型产品。选择原则:有代表性;通过所有的工序;所选的计算产品要与实际想接近;计算产品要留一定的调整余量产品标准分几类,产品标准的内容产品标准分为:国家标准、冶金工业部标准、企业标准等。产品标准内容:①规格标准:规定产品的牌号、形状、尺寸及表面质量,并且附有供使用参考的有关参数等②性能标准:规定产品的化学成分、物理机械性能、热处理性能、晶粒度、抗腐蚀性、工艺性能及其他特殊性能要求等③试验标准:规定做实验时的取样部位、试样形状和尺寸、实验条件以及试验方法等④交货标准:规定产品交货、验货时的包装、标志方法及部位等生产方案选择的依据是什么?1)金属与合金的品种、规格、状态及质量要求2)年产量的大小3)投资、建设速度、机械化与自动化程度、劳动条件、工人与管理人员的数量以及将来的发展何谓金属平衡表,影响金属成材率的因素有哪些?金属平衡表:反映在某一时期(通常一年),制品金属材料的收支情况的表格。影响因素:各工序的各种损失,包括:1.烧损2.溶损3.几何损失4.工艺损失什么是生产工艺流程?生产工艺流程:把产品的生产工序按次序排列起来制定生产工艺流程的主要依据是什么?①根据生产方案的要求②根据产品的质量要求。③根据车间生产率的要求轧制工艺设计的任务及内容是什么?确定合理的工艺参数,主要是制定变形程度、轧制速度以及轧制温度。①变形程度。主要是制定总的变形量和道次变形量,进行工具设计(孔型、辊型)②轧制速度。根据轧机生产率、轧机结构、轧制品种、轧机机械化和自动化程度以及轧制工艺过程本身性质确定③轧制温度。指轧件的开轧温度和终轧温度④轧制力钢材生产工艺流程的主要工序包括哪些?铸锭与坯料的准备;加热;轧制;轧制后冷却;热处理;精整。分别说明主要设备与辅助设备选择的原则?主设备选择原则:①要满足产品方案的要求,保证获得高质量产品②要满足生产方案及生产工艺流程的要求③要注意设备的先进性和经济上的合理性④要考虑设备间的合理配置与平衡。辅助设备选择原则:必须满足生产工艺流程的要求;必须保证有较高的工作效率,充分发挥主要设备的能力;尽量选择重量轻、体积小的辅助设备,以节约车间投资。制定轧制工艺规程的目的和内容目的:充分利用被加工金属及合金的塑性,并达到技术条件的要求;正确的选择和使用设备、充分发挥设备潜力,并保证设备的安全;进行高效率的生产。内容:确定出每种计算产品生产工艺流程所经过的各种工序的工艺规程和工艺参数。什么是生产工艺流程定额卡?生产工艺流程定额卡的主要内容:把生产工艺流程具体化并制定出各种消耗定额。为设备负荷计算、平衡设备、编制金属平衡表及技术经济指标提供依据以轧钢生产为例,简述提高轧钢机小时生产量的措施1).合理增加锭坯重量。随着锭坯重量的增加(断面不变,长度由小到大;或长度不变,断面由小到大),纯轧时间所占比例上升,间隙时间所占比例下降2).缩短轧制节奏时间。①合理分配轧制道次,使机组间各机架负荷均匀而有短暂的节奏时间②提高自动化程度③实行交叉轧制,以缩短轧制节奏时间3).提高成品率车间平面布置的原则①应满足生产工艺要求,使生产流线合理②既有利于生产,又使占地面积小,运输线最短,以求缩短周期,提高生产率和单位面积产量③保证操作方便,安全生产和工人的健康④使人行道与工作线平行,避免金属流线与金属废料流线以及其他材料的运输线的互相交叉⑤考虑将来的发展,要留有余地金属流线的布置形式1)直线式2)直线横移式3)曲折式4)放射式5)汇聚式6)过渡式7)分枝式跨度与柱距跨度:指车间横向上两柱中心线间的距离,实际上是一跨厂房的宽度柱距:相邻两立柱间的中心距离车间工艺高度:是地面到吊车轨道面的距离什么是劳动定额,劳动定员,怎样才能合理确定车间劳动定员?劳动定额:指在一定的生产技术和组织条件下,生产一定产品或完成一定工作所规定的劳动量标准,它是车间劳动定员的基础。劳动定员:指根据产品方案和生产规模,规定必须配备具有一定质量(或等级)的各类人员的数量标准。确定各类人员数量的原则:从实际出发,保证正常生产和工作的需要,合理安排直接生产人员和非直接生产人员的比例关系;对行政管理人员和技术人员要本着精兵简政的原则加以确定。环保对车间设计的要求是什么?①在厂房建筑和总图布置时要留有绿化区②保证车间内有良好的通风;注意车间厂房纵轴布置成东西向;厂房主要迎风而一般应与夏季主导风向成60~90°角;放散热量大的设备应放在下风位置或者采取通风措施③污水要处理后排放或循环使用④有毒有害物质要回收,有回收设施不允许外排⑤粉尘要有集尘设施、集中处理⑥尽量实现工艺过程机械化自动化。车间设计一定要注意改善劳动条件、保障环境卫生!环保的内容与对策是什么?1)绿化:设置绿化林带2).水质处理:①为了高度利用水资源,尽量减少废水排出,工厂可设置回水设备,循环使用,保护水的资源②设置含油排水处理设备以及适应各个生产设备和排出水质的处理设备,加强对排水的管理3).噪音的防治:尽量选用低噪音的设备;采取防振和隔音措施;安防隔音罩,建造隔音建筑物;装设消音器;改变设备操作规程等4).大气污染防治:①硫氧化物的控制:燃料的低硫化;对煤气进行脱硫;设置排烟脱硫装置②氮氧化合物的控制:目前有的工厂采用对加热炉和锅炉等改善燃烧设备来控制氮氧化物的产生③粉尘防治:改善生产条件,防治烟尘的发生,在烟尘发生处设置高性能的集尘装置对烟尘进行处理。5)有害废弃物的处理:有用的物质回收,无用的埋掉1.车间设计目的:为了建设新的企业、扩建或改建老企业。2.车间设计任务:对需建设的企业做出技术与经济的详细规划,确定出企业的生产经济状况,技术经济指标及施工的组织方法等。3.车间工艺设计主要任务:①技术任务。确定产品品种、规格、质量标准及年产量;确定产品的生产方案及生产工艺过程,选取主要设备并确定其必要的数量;选择与计算机辅助设备;计算完成年计划产量所需的原料、材料及动力消耗;提出动力、运输、照明、采暖、通风、供水排水等各项设计要求;计算车间所需面积,车间内主要设备与辅助设备的布置,确定厂房形式和主要尺寸,画出车间平面布置图,提出安全、环保等措施②组织任务。研究车间的成产劳动组织,确定职工人数及编制,制定劳动定额等③经济任务:计算及制定基本建设投资额,生产预算,计划单位产品成本及综合技术经济指标等内容。4.任务书内容:①车间的生产规模、生产的品种②车间的生产方案③建厂地址、厂区范围、和资源情况、水文地质、原材料、燃料、动力、供水以及供电等供应情况,还有运输情况等④要求达到的经济效益和技术水平⑤投资以及劳动定员的控制数字⑥环保情况5.可行性研究的内容:①市场销售情况的研究②原料和工艺技术的研究③工程条件的研究④对劳动力的来源和费用、人员培训、项目实施计划的研究,确定合理的建设进度和工厂组织机构⑤资金和成本的研究⑥经济效果研究6.可行性研究的步骤:①调查研究、收集资料②对手机的资料进行分析研究提出方案③方案比选④编制可行性研究报告7.产品方案:指所设计的工厂或车间拟生产的产品名称、品种规格、状态及年计划产量。典型性产品:为了减少设计工作量,加快进度,同时又不影响整个设计质量,可将各类产品进行分类编组,从中选出的具有代表性、与实际相接近、留有一定的调整余量的通过全部工序的产品即为典型产品。8.产品标准分为:国家标准、冶金工业部标准、企业标准等。9.产品技术要求:对产品的牌号、规格、表面质量、以及组织性能等方面的要求10.金属消耗:1.烧损:金属在高温状态下的氧化损失、有色金属在熔炼过程中金属的氧化损失。金属在加热过程中的烧损与加热温度有关,加热温度越高,时间越长,烧损量就越大。2.溶损:指在酸、碱洗或化学处理等过程中的溶解损失。3.几何损失:①切损:指切头、切尾、切边等大块残料损失②残屑:指有色金属锭坯的铣面、铣侧边、锯切、车皮、镗孔等损失。4.工艺损失(技术损失):指各工序生产中由于设备和工具、技术操作以及表面介质问题所造成的不符合质量要求的产品。11.金属平衡表:反映在某一时期(通常一年),制品金属材料的收支情况的表格。12.制定生产工艺流程的主要依据:①根据生产方案的要求。由于产品的产量、品种、规格及质量的不同,所采取的生产方案就不同,那么主要工序就有很大的差别。因此,生产方案是编制生产工艺流程的依据②根据产品的质量要求。为了满足产品技术条件的要求,就要有相应的工序给以保证。因此,满足产品标准的要求是设计生产工艺流程的基础③根据车间生产率的要求。由于车间的生产规模不同,所要求的工艺过程复杂程度也不同。在生产同一产品情况下,生产规模越大的车间,其工艺过程越复杂。因此,设计设计时生产率的要求是设计工艺过程的出发点。13.轧制工艺设计的任务及内容:确定合理的工艺参数,主要是制定变形程度、轧制速度以及轧制温度。①变形程度。主要是制定总的变形量和道次变形量,进行工具设计(孔型、辊型)②轧制速度。根据轧机生产率、轧机结构、轧制品种、轧机机械化和自动化程度以及轧制工艺过程本身性质确定③轧制温度。指轧件的开轧温度和终轧温度④轧制力:确定方法有计算法、实测法。14.总变形量:对金属的组织和性能影响和大,因此,总变形量的设计要根据所轧金属的特点及技术要求确定。15.道次变形量:的确定主要考虑金属的塑性、设备能力、咬入条件以及工具形状等。一般地说,道次变形量的分配主要考虑金属的组织及咬入条件。6.铝及铝合金带材生产工艺流程:蚀洗-包铝-加热-热轧-冷轧-精整-热处理17.包铝:为了提高合金制品的抗蚀性能和加工工艺性能在锭坯表面上报上一定厚度的包铝板,经热轧后与基体焊接在一起。如单纯为改善加工工艺性能而进行的包铝称工艺包铝,如技术条件要求为提高抗蚀性而进行的包铝称技术包铝。18.蚀洗:为消除铣面与锯切后锭坯表面上的乳浊液、油污、残留铣屑及表面擦伤等缺陷。19.主设备选择原则:①要满足产品方案的要求,保证获得高质量产品②要满足生产方案及生产工艺流程的要求③要注意设备的先进性和经济上的合理性④要考虑设备间的合理配置与平衡20.轧辊的准要技术参数:轧辊直径(要考虑轧制时轧辊抗弯强度及其容许扰度,同时要注意咬入角的容许值)、辊身长度(要注意辊身长度与被轧板带材的最大宽度有关系,还应考虑轧辊的刚度要求,因此辊身直径和辊身长有关系)21.矫直机的分类:辊式矫直机、压力矫直机、张力矫直机22.平刃剪主要剪切大钢坯,作为初轧和中小开坯车间热减,有时也用来冷剪小型型材技术参数:剪切行程、剪刃长度、刀片横断面尺寸、剪切行程次数23.斜刃剪主要用于横向、纵向剪切板材;技术参数:剪切倾角、剪刀长度、剪切行程24.圆盘剪通
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 6967632632
6967632632
本文标题:车间设计的目的
链接地址:https://www.777doc.com/doc-4578899 .html