您好,欢迎访问三七文档
当前位置:首页 > 电子/通信 > 电子设计/PCB > 外协钣金件质量考核标准04
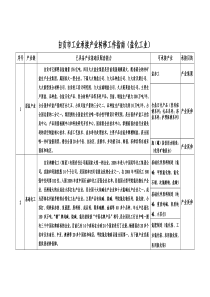
编号:ZJ0304-2003外协钣金件质量验收标准为提高外协钣金件的质量,使外协钣金件质量跟上市场和名牌要求,对外协钣金件实施打分制,根据各方面分数值之和,对外协钣金件给予综合评价,具体如下:1、钣金件焊前δ6厚以上钢板、型钢必须提前除锈或抛喷丸处理。处理后先检查是否有不直、不平现象,若有则必须校直、校平后再焊接。要求型钢不直度不超过3/1000。如果特殊工件焊接后喷不到底漆的,喷丸校直校平后应首先喷底漆。如有一项不合格,则该件按次品处理,且每项扣1分。2、焊接过程(1)严格按图纸技术、工艺要求制作焊接,因看图纸有误,导致工件焊错,需重新焊割的,该件按次品处理,50千克以下的扣2分,50-100千克的扣3分,100千克以上的扣4分。(2)焊接时应保证工件外形尺寸和形位公差,非加工面形位公差按IT15级执行,保证型钢、钢板对接时错位量不超过厚度的5%。每项不合格该件按次品处理;严重超差的需重新焊割,按回用处理,每项不合格扣2-4分。(3)焊接时的焊缝严格按图纸要求,该连续焊的连续焊,该断续焊的一定要断续焊(如图纸没有要求的断续焊,每间隔150mm焊50mm)。每项不合格扣1分。(4)焊缝:连续焊缝要求平直光滑,不能有明显的高低不平现象,不能有焊穿、焊偏、焊疤、气孔、咬边现象。焊缝的焊角以图纸要求为准,无要求的保证焊角为相临件的最小厚度。每处不合格除重新焊接并扣1分,达到三处以上不合格,经评审判为回用品。(5)焊后:每道焊缝应清根处理,清除焊渣,去掉周边毛刺,每项不合格扣1分。(6)在钢板弯、折、卷制作过程中出现的锤击痕迹应予以修复,有明显锤窝现象的按次品处理,严重的按废品处理,每项不合格扣1-3分。3、工件焊接完毕后,外观应用砂布重新打磨一遍,应保证工件的“边齐、面平”(包括工件上开口边缘的垂直平行度)。每项不合格扣1分,严重的按次品处理。4、工件在喷漆前应清除锈层、氧化皮、焊渣等杂物,对能经过喷丸处理的工件,必须经过喷丸处理。每项不合格扣1分。5、工件喷漆时,保证漆膜均匀无流挂,无漏喷现象,每处不合格扣1分。6、喷完漆后的钣金件在移出车间过程中,防止划伤大平面,防止工件存放变形,如有划伤需重新喷漆。每项不合格扣1分。7、下料工序:(1)剪板:剪板后入半成品库的工件需先打磨周边毛刺,不平度保证3/1000范围内,厚度δ6以上的钢板需喷丸处理后喷底漆。每一项不合格扣1分。(2)焊接零部件能用剪板机下料的必须用剪板机下料,图纸规定Ra25的粗糙度必须进行加工或用自动切割机下料,每一次达不到要求按次品处理,扣1分。(3)下料时必须按技术资料尺寸执行,余量不能过大、过小或下偏。每一项不合格扣1分。8、钻床:钻孔后直接入半成品库的工件,应去掉周边毛刺和钻孔毛刺,每项不合格扣1分。9、不影响使用和设备性能的前提下,尺寸不符合要求按以下方法处理:(1)、一般尺寸不符合图纸要求,超差不严重时,提出警告,并扣1分(2)、1-2个重要配合尺寸超出公差的为次品,并扣3分。(3)、有2个以上重要配合尺寸或1个关键尺寸超出公差可判为废品回用,并扣5分。10、除具体规定外,以上考核打分超过8分的按次品处理;超过15分的按废品处理;超过25分的按退回处理;连续3次出现次品回用或连续两次出现废品回用可根据情况取消外协资格。11、外协钣金件因质量问题需返修的一般情况下应退回返修。12、一般情况下,次品可由质检员直接判定并报处内存档后办理入库,回用品必须由责任部门填写不合格品评审处置单经有关部门会签后方可办理入库。13、该考核标准自2003年9月5日起开始执行。青岛双星铸造机械有限公司2003年9月2日
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码







 deayzhang
deayzhang
本文标题:外协钣金件质量考核标准04
链接地址:https://www.777doc.com/doc-4584917 .html