您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 经营企划 > 中级焊工试卷(实操)
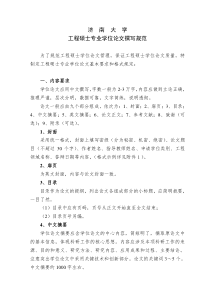
1鉴定要素细目表工种:电焊工级别:中级工鉴定方式:技能操作鉴定范围鉴定点一级二级代码名称鉴定比重代码名称代码名称重要程度A平焊60%A板对接接头A板V形坡口对接横位焊条电弧焊XB板V形坡口对接横位熔化极气体保护焊XB管对接接头A管V形坡口对接垂直固定焊条电弧焊XB管V形坡口对接垂直固定熔化极气体保护焊X40%A板对接接头A板V形坡口对接立位焊条电弧焊YB立焊B板V形坡口对接立位熔化极气体保护焊YA管板插入式水平固定A管板插入式水平固定焊条电弧焊YX—核心要素;Y—一般要素。2中级工技能操作试题(A)卷一、板V形坡口对接横位焊条电弧焊(AAA)(一)测量模块1.考试要求(1)必须穿戴劳动保护用品。(2)必备的工具、用具准备齐全。(3)焊前将试件坡口处的油污、氧化膜清理干净,露出金属的光泽。(4)定位焊在试件背面两端20mm范围内。(5)单面焊双面成形。(6)允许采用反变形。(7)严格按规定位置进行焊接,不得随意变更。(8)焊接结束后,焊缝表面清理干净,并保持焊缝原始状态,不允许补焊、返修及修磨。(9)符合安全、文明生产。2.考试时限(1)准备时间:15min。(2)操作时间:40min.(3)从正式操作开始计时。(4)考试时,提前完成操作不加分,超过规定操作时间按规定标准评分。3职业技能鉴定国家题库统一试卷四级电焊操作工技能操作考核评分记录表姓名:工作单位:试题名称Q235-A钢板V形坡口对接横位焊条电弧焊序号考试内容测评要点配分评分标准检测结果扣分得分备注1准备工作工具、量具准备齐全10自备工具少一件扣5分2焊接操作试件固定的空间位置符合要求10试件固定的空间位置超出规定范围本项不得分3焊缝外观焊缝表面不允许有焊瘤、气孔、烧穿、夹渣等缺陷10出现任何一项缺陷,本项不得分焊缝咬边深度≤0.5mm,两侧咬边总长度不超过焊缝有效长度的15%8(1)咬边深度≤0.5mm累计长度每5mm扣1分;累计长度超过焊缝有效长度的15%本项不得分(2)咬边深度>0.5mm,本项不得分未焊透深度≤15%δ,且≤1.5mm累计长度不超过焊缝有效长度的10%8(1)未焊透深度≤15%δ,且≤1.5mm时,每5mm长度扣1分,累计长度超过焊缝有效长度的10%,本项不得分(2)未焊透深度超标,本项不得分背面凹坑深度≤20%δ,且≤2mm总长度不超过焊缝有效长度的10%4(1)背面凹坑深度≤20%δ,且≤2mm时,累计长度每5mm扣1分;累计长度超过焊缝有效长度的10%,本项不得分分。(2)背面凹坑深度>2mm时,该项不得分焊缝余高0~4mm,焊缝宽度比坡口每侧增宽0.5~2.5mm,宽度差≤3mm10每种尺寸超过一处扣2分,扣完10分为止错边≤10%δ5超标不得分焊后角变形≤3°5超标不得分安全文明生产严格按操作规程操作违操作规操作一次从总分中扣除5分;严重违规者停止本项操作,成绩记零分在规定时间内完成每超1min从总分中扣除2分,超过5min停止操作,按完成项目评分合计100考评员签字:年月日44.否定项(1)焊缝出现裂纹、未熔合缺陷。(2)焊接操作时,更改试件焊接位置。(3)焊缝原始表面被破坏。一Q235-A钢板V形坡口对接横位焊条电弧焊1)准备要求(1)材料准备:以下所需材料由鉴定站准备。序号名称规格1人用量备注1Q235-A钢板300mm×100mm×12mm2件坡口角度60°,板材还允许选用同类别钢板,板厚允许在10~14mm范围内选取,并相应改变焊接材料用量2E4303焊条∮3.2mm20根焊条可在100~150℃范围内烘干,保温1~1.5h试件形状及尺寸如下图所示:(略)(2)设备准备:以下所需设备由鉴定站准备。序号名称规格数量备注1交流或直流焊机根据实际情况确定每工位1台2焊条烘干箱根据实际情况确定每鉴定站2台3焊条保温筒根据实际情况确定每工位1个(3)工具、量具准备:①以下所需工具、量具由鉴定站准备。序号名称规格数量备注1焊接检验尺HJC-40不少于3件2钢板尺≥200mm不少于3把3放大镜5倍不少于3把4钢印2套②以下所需工具、量具由考生准备。序号名称规格单位数量备注1电焊面罩自定个12电焊手套自定副13锉刀自定把14敲渣锤自定把15手锤自定把16錾子自定把17钢丝刷自定把18角向磨光机自定台19砂布自定张自定2)操作考试规定及说明(1)操作程序说明:①准备工作。②检查焊机运行是否正常。③试件组对及定位焊。④正式施焊。⑤做到工完料净场地清。(2)考试规定说明:5①如操作违章,将停止考试。②考试采用100分制,然后按鉴定比重进行折算。③考试方式说明:实际操作;以操作过程与结果按评分标准进行评分。④测量技能说明:本项目主要测试考生对板V形坡口对接横位焊条电弧焊单面焊双面成形技术的掌握程度。3)考试时限同测量模块。4)配分、评分标准同测量模块。二、管V形坡口对接水平固定焊条电弧焊(一)测量模块1、考试要求(1)必须穿戴劳动保护用品。(2)必备的工具、用具准备齐全。(3)焊前将试件坡口处的油污,氧化膜清理干净,露出金属光泽。(4)单面焊双面成形。(5)组对时错边量应控制在允许范围内。(6)定位焊不得在6点处。(7)试件开始焊接后,焊接位置不得改变。(8)焊接结束后,焊缝表面清理干净,并保持焊缝原始状态,不允许补焊,返修及修磨。(9)符合安全、文明生产。2、考试时限(1)准备时间:15min(2)操作时间:40min(3)从正式操作开始计时。(4)考试时,提前完成操作不加分,超过规定操作时间按规定标准评分。6职业技能鉴定国家题库统一试卷四级电焊操作工技能操作考核评分记录表姓名:工作单位:试题名称16Mn管V形坡口对接水平固定焊条电弧焊序号考试内容测评要点配分评分标准检测结果扣分得分备注1准备工作工具、量具准备齐全10自备工具少一件扣5分2焊接操作试件空间位置符合要求10试件空间位置超出规定的范围,扣10分3焊缝外观焊缝表面不允许有焊瘤、气孔、烧穿、夹渣等缺陷10有任何一项缺陷不得分焊缝咬边深度≤0.5mm,两侧咬边总长度不超过焊缝有效长度的15%10(1)咬边深度≤0.5mm:①累计长度每5mm扣1分②累计长度超过焊缝有效长度的10%不得分(2)咬边深度>0.5mm时不得分未焊透深度≤15%δ,且≤1.5mm总长度不超过焊缝有效长度的10%10(1)未焊透深度≤15%δ,且≤1.5mm时,每5mm长度扣1分,累计长度超过焊缝有效长度的10%时不得分(2)未焊透深度超标不得分背面凹坑深度≤20%δ,且≤2mm;背面凹坑总长度不超过焊缝有效长度的10%5(1)背面凹坑深度≤20%δ,且≤2mm;①背面凹坑总长度每5mm扣1分;②背面凹坑总长度超过焊缝有效长度的10%不得分(2)背面凹坑深度超标不得分(1)焊缝余高0~3mm(2)焊缝宽度比坡口每侧增宽0.5~2.5mm(3)焊缝宽度差≤3mm10每种尺寸超过一处扣4分,扣完10分为止错边≤10%δ5超标不得分4安全文明生产严格按操作规程操作违反操作规程一次从总分中扣除5分;严重违规者停止本项操作,成绩记零分在规定时间内完成每超1min从总分中扣除2分,超过5min停止操作,按完成项目评分合计100考评员签字:年月日74.否定项(1)焊缝出现裂纹、未熔合。(2)焊接操作时任意更改焊件位置。(3)焊缝原始表面被破坏。二、考试试题1.16Mn管V形坡口对接水平固定焊条电弧焊1)准备要求(1)材料准备:以下所需材料由鉴定站准备。序号名称规格1人用量备注116Mn无缝钢管∮114mm×7mm×100mm2件坡口角度60°,管材还允许选用同类别钢管,钢管直径允许在108~159mm范围内选取,壁厚可在6~-9mm范围内选取,并相应改变焊接材料用量2E5015焊条∮2.5mm8根焊条可在350~400℃范围内烘干,保温1~2h∮3.2mm8根试件形状及尺寸如下图所示:(略)(2)设备准备:以下所需设备由鉴定站准备。序号名称规格数量备注1交流或直流焊机根据实际情况确定每工位1台2焊条烘干箱根据实际情况确定美鉴定站2台3焊条保温桶根据实际情况确定每工位1台(3)工具、量具准备:①以下所需工具、量具由鉴定站准备。序号名称规格数量备注1焊接检验尺HJC-40不少于3件2钢板尺≥200mm不少于3把3放大镜5倍不少于3把4钢印2套②以下所需工具、量具由考生准备。序号名称规格单位数量备注1电焊面罩自定个12电焊手套自定副13锉刀自定把14敲渣锤自定把15手锤自定把16錾子自定把17钢丝刷自定把18角向磨光机自定台19砂布自定张自定1)操作考试规定及说明(1)操作程序说明:①准备工作。8②检查焊机运行是否正常。③试件组对及定位焊。④正式施焊。⑤做到工完料净场地清。(2)考试规定说明①如操作违章,将停止考试。②考试采用100分制,然后按鉴定比重进行折算。③考试方式说明:实际操作;以操作过程与结果按评分标准进行评分。④测量技能说明:本项目主要测试考生对管V形坡口对接水平固定焊条电弧焊单面焊双面成形技术的掌握程度。3)考试时限同测量模块。4)配分、评分标准同测量模块。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 alex14520
alex14520
本文标题:中级焊工试卷(实操)
链接地址:https://www.777doc.com/doc-4595327 .html