您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 染整基础知识及流程大全
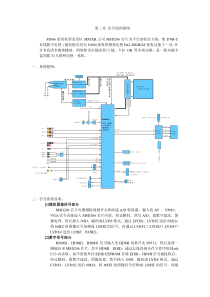
20/03/29-1PTL番禺生控部培训教材前言:一个企业之存在,生存与发展,都是以订单为主线条。作为订单的跟进安排者,跟单员的工作跨越了一个企业运作体系的每一个环节。生控其实就是一座桥梁,是各种信息的集合体。通过消化吸收客人的信息,将之转化为具体的生产指令;通过对厂方信息的反馈,来寻求同客人之间的平衡点。沟通创造价值学习成就未来从战争中学习战争打造超一流生控员目录第一章PTL生产流程图第二章原料,织,染,整,印花,染纱,QA基础知识20/03/29-2第一节原料基础知识一纤维的分类二纱支的定义三纱牌,纱缸的定义第二節针织基础知识一织机的种类及可织的布种二影响胚布规格的因素三常见的针织疵点四布号编排定义五用纱比例六布类的成份第三節染厂基础知识一染色的基本步骤与作用二染缸的种类三原料成份不同,应用相应不同的染料,染色温度及染缸四纱牌纱缸在染厂中的运用五化室六ALLFIT缸七头缸的定义八染部产生的常见问题及基本处理方法九染整生产单在染部基本运作十衫身与下栏第四節整理基础知识一定型的定义二中央化室布质测试的测试项目,测试标准及测试报告三码长与磅重的换算公式四整理机器种类及用处五需要在定型部做的特殊处理六常见的整理部产生的疵点名称,产生原因20/03/29-3第五節印花基础知识一印花基本流程二定义四印花(浆)种类及其工艺流程与注意事项五不同印浆的特性比较六印花疵点的名称,产生工序及回修方法七特别事项第六節染纱基础知识一染纱基本流程二名词解释三计算色织布织胚用纱数及染纱落缸数的公式第七節QA基础知识一QA运作流程二QA查验项目及标准第一章PTL生产流程图20/03/29-42005.4客戶樣樣辦測試試制小客戶訂單訂單評NOOKNO未接單採購入庫IQC翻紗較機OKNO織布工藝包裝檢查清潔翻色紗檢驗樣辦染紗配方制配紗確認NOOK翻紗織麥染紗對色幹紗返修或返NOOKNO織布胚布檢驗修補次品NONO胚布OK鬆布低溫定高溫定染色制印花網板印花樣分色制網S/O房調色客戶S/O辦客戶確認印花脫水/鬆布/客戶樣化室打辦復方工藝制客戶確認復方打辦分紗表中檢返工或返修次品印前/成品成品縮水機成品成品入倉洗水ATNOOKOKNONOOKOKNONOOK返工或次次品NONONOOKOK退貨NOOKOK第二章原料,织,染,整,印花,染纱,QA基础知识第一節原料基础知识一纤维的分类1天然纤维20/03/29-5(1)植物:棉花(cotton),麻(linen),宁麻(ramie)(2)动物:羊毛等(wool),蚕丝(silk)若以工艺分可分为:OE棉,普棉(A-cardedcotton),精棉(FC-combedcotton),丝光棉2化学纤维(1)人造/再生纤维:人造棉(rayon),人造丝(viscose),天棉(tencel)(2)合成纤维:特头纶(polyester),尼龙(nylon),氨纶(spendex),拉架(lycra),人造毛(acrylic)(3)混纺纤维:T/C(polyester/cotton),CVC(cotton/polyester)注:不同的原料决定不同的成份,不同的成份决定不同的染料及染色条件。同海关报关息息相关。二纱支的定义(1)纱支的定义:表示纱线的线型密度,即表示纱线长度与重量之间的关系,并不表示不同纤维的粗幼(例:同支数的棉与麻由于密度不同,其粗幼并不相同)(2)纱支的表示方法A定重制(长度单位):S—表示每磅纱线有多少个840码长(断纺类英制单位)NE—表示每公斤纱线有多少千米长(断纺类公制单位)B定长制(重量单位):D—表示每9000米的纱线有多少克(长丝类)(3)换算关系:D=5314/S(4)通常棉纱,T/C纱,CVC纱,人造棉等用“S”来表示纱的粗幼。“S”数值越大,表示纱线越细。相反,“S”数值越小,表示纱线越粗。(5)通常合成纤维等用“D”来表示纱的粗幼。“D”数值越大,表示纱线越粗。相反,“D”数值越小,表示纱越细。三纱牌,纱缸的定义(1)纱牌:通常是表示纱的产地来源。不同产地的纱通常采用不同国家的棉花,而不同国家的棉花由于各地的气候,土壤等条件的不同,而造成棉花含水率等物理化学性有差异而影响上色率等,故纱牌是染厂复方染色的一个最重要的参数。20/03/29-6(2)纱缸:是本厂为方便管理及区分不同时期来纱,给每一LOT来纱所编的号码。(就象人的名字一样)(3)纱牌纱缸通常连在一起使用。例印度尼西亚123456(4)织机的种类及可织的布种(1)纬编机(weft)大圆机:A—单面机(可织平纹,单珠,双珠,单位衣,双位衣,提花单面等布)B—双面机(可织双面,罗纹,灯芯,打鸡布,十字罗纹,法国罗纹等)横机:专门生产各种扁机领袖(2)经编机--(warp)Raschel—可生产AN,PN,LN,MS类等经编布Tricot—可生产RC类经编布二影响胚布规格的因素(1)针寸数针数(G):指在针织机针筒的圆周上一寸里面有多少只针。针数的多少是受纱支的粗幼所影响,例:32G可织60S纱,但不可织20S纱寸数:指针织大圆机的直径(2)总针数:指整个针筒圆周上织针的数量(总针数决定封度)计算公式:总针数=3.14X针数X寸数但实际总针数同计算出来总针数会有一点差别,例24G30”实际总针数=2268针(3)纱长:指100针线圈的纱线长度即疏密(纱长决定布的克重)(4)克重:指单位面积里布的重量,通常用G/M2(克/平方米)表示工厂用切重器切出的切重圈秤重,切重圈的单位是克/平方分米,切重圈秤出的重量乘以100即等于G/M2。(5)WPI:每一寸的织物在横向的线圈个数CPI:每一寸的织物在纵向的线圈个数现在已逐步用CPI,WPI数据代替切克重来检验布匹的单位重量是否合乎标准。总结:圆筒针织布的规格主要是由织机的针数,寸数(总针数),及纱支和纱长所决定。布类一样,相同纱支,确定了织机的针寸数后,纱长越长,布就会越轻(疏),布封20/03/29-7亦会相应地越大;相反,纱长越短,布就会越重(密),布封亦会相应窄。三常见的针织疵点(1)纬编方面(weft)疵点名称成因解决方法A起横:纱横由于棉纱原料问题造成改做其它颜色如漂白或硫化克机横织厂调校不当引起作次补布B漏针坏针或校机不当织厂补漏针或避裁或剪掉C油针路,油点织厂校机不当打油枪,染厂煮布除油D针路织机织针造成试改做不敏感色或补布E爆孔校机不当或纱蜡不够不可用,作次F烂针坏针造成不可用,作次G夹痕布架太紧染厂定胚或过夹水机或拉宽定型H飞花织布时有色纱飘入织厂钳掉(2)经编方面(warp)yarn(纱源)filamentation钩丝dirtyyarn污纱thinorthickyarn粗幼纱mixedyarn混纱kniting(针织)dropstitches漏针needlelines针路brokenlycra断拉架brokennylon断尼龙misknit漏织crossends线交叉crosslines起横greasestains润滑油印stopline停机痕streakiness竖条纹loosebeam松盘头四布号编排定义(1)纬编(weft)请参考织厂ISO文件B01/WI-002“布号定义”20/03/29-8互太(番禺)纺织印染有限公司文件编号B01/WI-002版次A1布号定义生效日期2001-04-06页码1/1布号由两部份组成:布类组织+布号号码。布类组织:指以缩写方法将针织布组织用两个英文字母分辨出来,其中又再用第一个字母代表是否含拉架成分(S-代表无拉架成分,T-代表有光拉架成,E-代表有棉包根成分),详见下表:WithoutSpendexWithBareSpendexWithCoreSpendexSingleJersey平纹SJTJEJPique单珠地SPTPEPLacoste双珠地SLTLELInterloop单位衣SNTNENFrenchTerry双位衣SFTFEFTerry毛巾STTTETSingleKnitJacquard单面提花SSTSESInterlock双面SITIEIDoubleKnitJacquard双面提花SDTDEDRib罗纹SRTRERWaffle十字罗纹SWTWEWRibJacpuard提花罗纹SQTQEQ(1)经编(warp)WARPKNIT布中文名称英文名称缩写弹力网眼经编织物WP-POWERNETPN全丝薄缎WS-SATINETTEAN镜面缎纹WM-MIRRARSATINMS双面织物WD-DOUBLEFACE特里科经编织物WT-TRICOTRC轧光斜纹网布LN-SLEEKNET特种经编WZ-SPECIAL五用纱比例(纱比)(1)定义:指一种布类,单位重量中各种不同纱支所占的百分比20/03/29-9(2)检验方法:切一个切重圈,将各种纱支拆开,分别称重,将每一种纱支的称重除以切重圈的重量,就是该种纱支的纱比。注意各种纱支的纱比之和为1。例:布号SF14432S/1X2FC(精棉)+10S/1T/C50/50抓毛双位衣经拆纱后称重计算得出纱比如下:32SFC用纱比例=60.7%10ST/C用纱比例=39.3%(3)用纱比例同海关报关成份有直接的关系。用纱比例也是分纱组申购纱原料用来计算数量的依据。六布类的成份(1)定义:指一种布类,单位重量中各种不同原料所占的百分比(2)检验方法:A初步检验方法:用纱比计算例:布号SF14432S/1X2FC(精棉)+10S/1T/C50/50抓毛双位衣纱比为:32SFC60.7%10ST/C39.3%棉的成份=60.7%+39.3%X50%=80.35%poly的成份=39.3%X50%=19.65%B精确检验方法:用化学方法实际测量(如用浓硫酸烧棉)(3)注意:成份同纱比是两个不同概念。有时候成份也会刚刚好等于纱比,例:A布号TJ179Z32S/1精棉+40D氨纶拉架平纹成份及纱比都是93%棉7%氨纶第二節染厂基础知识一染色的基本步骤与作用(1)前处理A:煮布—用烧碱与双氧水在染色前对胚布进行煮炼,除去棉纱中的石蜡,棉子壳,色素等杂质,令上色均匀。同时也是造成损耗的一个重要组成部分。B:除油(主要针对化纤布类而言)C:烧毛—用火焰把布面的毛头烧掉(改善布面效果及pilling)D:食毛—用生物孝素把布面的毛头“溶化掉”(更好改善布面效果及pilling)E:丝光—利用浓碱改变纤维横截面的形状,令布面反射有光泽20/03/29-10(2)染色:用染料在水浴中对棉纱进行上色(3)后处理A:煮碱及洗水—染色后通过煮碱油和洗水除去浮色,改善色牢度B:固色制软—加固色剂增加色牢度,加软油改善布的手感及不易产生折痕二染缸的种类(1)低温缸(染色温度低于或等于97℃)(2)高温缸(染色温度可达到135℃,也可当低温缸用染低温布类)三原料成份不同,应用相应不同的染料,染色温度及染缸染料种类适用原料染色温度大约染色时间(1)活性染料棉,人造棉等50-95℃8-11小时(2)分散染料poly,T/C混纺等130-135℃6-8小时(3)酸性染料尼龙,羊毛等95-105℃5-8小时(4)阳离子染料acrylic,CDpoly等95℃(前者)120℃(后者)11-13小时(5)直接染料棉(残旧装-snowwash)(6)硫化染料棉,T/C混纺等注意:漂白的染色时间约4-7小时;有时候浅色的混纺成份布类T-part也用低于100℃染色四纱牌纱缸在染厂中的运用染同一个色时,不同纱牌纱缸的同一种胚布,由于上色率不同,原则上要重新再剪办在化室复方后才能继续落缸染色。固生控部门在安排分纱织布时,要有意识一个颜色尽量用同一种纱牌纱缸;即使不能用同一个纱牌纱缸,也要尽量用在容易染的颜色上,同时做好事前剪办搭染安排,以方便染部出方。五化室(1)L/D化室:主要工作是按照客户提供的色办,选用不同染料组合,使用客户指定的或20/03/29-11成分相同的近似规格的布类,打办交客批核,批核后此办将作为大货染色的标准对色办。打L/D时化室还要评估各种牢度是否合乎客人的要求。本厂现有部分客户已实行网上批L/D色或批缸差色。(2)
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 beigang123
beigang123
本文标题:染整基础知识及流程大全
链接地址:https://www.777doc.com/doc-4612551 .html