您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 项目/工程管理 > 创新的轮毂轴承伺服旋铆机的设计
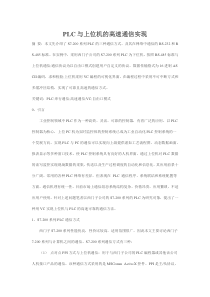
期■沈阳新松机器人自动化服务有限公司/刘长勇伺服旋铆机的设计创新的轮毂轴承采用伺服旋铆机可以随时精确地控制加载的压力,可以对内圈进行精密的预紧,并且在铆接的过程中可以通过“力-行程”监控技术来避免破裂、褶皱等装配缺陷发生。对于材料的缺陷也可以及早发现,杜绝不合格品流出工厂,确保装车后100%的安全。本伺服旋铆机是针对C305汽车轮毂开发研制的专机,采取手工上料,自动定位压紧铆接测量。生产节拍为15s/件,铆接精度为0.01mm。汽车轮毂轴承的作用主要是承受汽车的重量及为轮毂的传动提供精确的向导,它既承受径向载荷又承受轴向载荷,是一个非常重要的安全件。随着前置驱动轿车的飞速发展,轮毂轴承也发生了很大变化,新一代的轮毂轴承采用轴端的铆压成形,轴向力使带凸缘的内圈产生塑性变形,与小内圈压紧,从而去掉了联接螺母,有助于减小轮毂单元的重量和尺寸,提高可靠性。与传统铆接机的比较传统铆接机采用气动进给,无法控制进给速度,进给深度靠固定挡铁控制,铆接质量在铆接过程中得不到实时检测和控制,不能满足轮毂轴承大批量稳定生产的需要。轮毂轴承伺服旋铆专机是根据轮毂轴承生产铆接的需要而专门设计的,主要由旋铆单元、轮毂铆接伺服进给装置、轮毂轴承定位夹具、控制系统、轮毂轴承生产批号打印系统、上位计算机管理系统及机械结构框架等组成。轮毂轴承铆接进给采用伺服控制系统,可以根据铆接工艺的需要实现铆接速度的控制,铆接采用径向铆接方法,铆接力和位移可以通过位移传感器和力传感器实现实时监控。它完全克服了传统铆接机在过程中质量得不到检测和控制的缺点。工艺与装备echnology&EquipmentT2009年第2期66轮毂轴承工艺轮毂轴承在铆接成形过程中,轮毂变形分为三个阶段:第一阶段,伺服压机带动轮毂轴上升,铆头与轮毂轴接触,变形开始;第二阶段,变形进一步扩展,轮毂轴沿径向扩展,与内圈倒角接触;第三阶段,铆接过程完成。在第一阶段,几乎所有的铆头压力都用于轮毂轴的最初成形,内圈载荷很小且恒定。进入第二阶段,铆头压力传递到内圈,内圈载荷迅速增大。在第三阶段,由于铆头压力使内圈载荷逐渐增大直至饱和,铆压结束后,甚至铆头已抬起,内圈载荷仍未消除,仍保留某些载荷,可以认为残余载荷形成了卡紧力。从上述工艺分析中可以看出,采用伺服进给可以实时精确地控制和监控铆接过程中加载的压力,这种铆接工艺用于轴承的装配铆接十分适合,可以对内圈进行精密的预紧,并且在铆接的过程中可以通过“力-行程”监控技术来避免破裂、褶皱等装配缺陷发生。对于材料的缺陷也可以及早发现,杜绝不合格品流出工厂,确保装车后的安全。伺服旋铆机设计方案1.被压装零件固定方式如图1所示,轮毂轴承采用发蓝端面和轴向定位方式,上面用铆前预压紧。图1轮毂轴承铆压定位原理图2.铆接机设计方案根据铆接设备的功能要求,该设备必须具备下列运动:(1)工件夹紧定位。(2)工件向上运动,包括工进和快进。(3)铆接头旋转铆接运动。根据上述分析,确定铆接机主要由三大功能部件组成(如图2所示):工件铆接定位夹紧夹具、工件向上举升机构和工件铆接机。图2伺服旋铆机功能部件示意图5.伺服电动机6.齿形带传动系3.铆接机机械结构设计铆接机机械结构主要包括工件铆接定位夹紧夹具、工件向上举升机构、旋铆头和框架。工件铆接定位夹紧夹具主要用来实现工件的准确定位和铆接时的夹紧。采用气动三爪自定心夹盘夹紧定位,夹具设计要求定位准确,夹紧迅速、可靠,夹具定位装置表面镀铬。工件向上举升机构用来实现定位夹具及被夹紧工件快速进给和工进铆接。工件向上举升机构采用伺服电动机驱动,考虑设备空间有限,没有采取直联的结构,通过齿形带传动机构将伺服电动机与丝杠连接起来,在丝杠端部安装有码盘和压力传感器,可以实时检测铆接力和轴向位移。旋铆头采用径向铆接方式,铆接力小,铆接成形时金属纤维流动方向合理,不损坏金属纤维,采用此种铆接方式铆接的工件强度要比传统的压铆和碾铆铆接的工件强度高。旋铆机旋铆采用普通减速电动机驱动——SEW减速电动机。4.铆接机控制管理系统设计该设备具有检测、储存相关压力、位移、压装时间等数据功能,并能实时显示、打印出位移压力曲线图形,并能在图形上按要求显示设定点处的压力、位移值,且能储存、查询该点压力、位移值(历史数据),能打印批号。经简单调整后,也应能适用于其他类似产品轮毂轴承的压装。设备具有安全保护功能,处于自动工作状态时,操作者身体任何部位不能进入工作区,压装力、压装速度、行程超出设定值或无零件时设备应报警并停止工作返回初始状态。设备具有两种状态:自动和手动工作状态。一切设备的调整工作均在设备手动工作状态下进行。设备压装零件的速度(指压头接触零件时开始到压装到位的速度)为3~10mm/s之间可调,且空行程速度可达50mm/s以上,可根据需要调整。在设备上能设置不同产品(至少10个)的压装力、保压力、压装速度(压头接触工件后的速度)、位移参数、按工艺要求设定检测点的压力范围值,调试好设备后,铆接不同产品时直接调用产品型号。如图3所示,控制管理系统主要由压力传感器、位移传感器、西门子PLC(S7系列)、显示屏、打印机、伺服控制器、转换器、电器控制柜、工业计算机及现场总线等组成。图4力-位移控制曲线图设备设置调试、操作员使用权限等。压装完成后,如零件合格设备自动打印批号,零件型号、零件号、批号与检测此零件的数据必须一一对应,设备如图5所示。图5伺服旋铆机结语本铆接机铆接进给采用伺服控制,具有目标压力停止功能,目标位移停止功能,目标压力保持和时间停止功能,目标位移保持和时间停止功能,位移、压力、时间和压速控制功能等是本项目的创新点。根据轮毂轴承铆接工艺和实际生产需要,设计的伺服驱动进给的旋铆机及其控制管理系统,满足了实际生产的需要。试验结果表明:通过伺服系统控制的铆接机极大地改进了产品质量,延长了产品的寿命,从而提高了产品的可靠性。图3伺服旋铆机控制管理系统网络图控制管理系统采用上位机(工业计算机,操作系统WindowsNT或Windows2000)、下位机(西门子PLCS7系列)联合管理模式,上位机控制下位机,并对不同产品检测数据集中管理,具有对检测数据采集分析处理和自动存储(可存储到硬盘或光盘上)、数据检索、图形建立(能够生成力、位移控制图、P图、nP图、X-R图、X-MS、CPK值统计图等)、打印、故障的自诊断、显示等功能;但工控机不能直接对工艺参数和检测数据进行修改。在上位机关闭或损坏的情况下,下位机(PLC)能够单独控制设备的正常压装运行,不同产品(至少10个)的压装力、保压力、压装速度(压头接触工件后的速度)、空行程速度、位移参数、按工艺要求设定检测点的压力范围值的设置及报警均由PLC来完成,应有参数设置、调试、操作员使用权限等。工业计算机管理界面应设置有:产品型号选择,不同产品历史数据、图形查询,不同产品从第二个阶段过渡到第三个阶段(如图4所示),压力、位移历史数据查询等。关键词:轮毂轴承旋铆机设计查询号200902016
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 zxq001
zxq001
本文标题:创新的轮毂轴承伺服旋铆机的设计
链接地址:https://www.777doc.com/doc-464957 .html