您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 混合气体选择及应分析
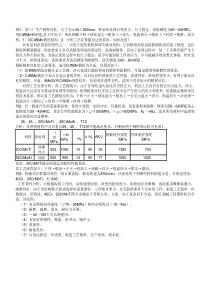
混合气体选择及应用六、Ar+CO2+O2•试验说明,80%Ar+15%CO2+5%O2混合气体对于焊接低碳钢、低合金钢是最佳的。无论焊缝成形,接头质量以及金属熔滴过渡和电弧稳定性方面都非常满意。在三种不同气体中焊缝剖面形状图七、CO2+O2CO2+O2混合气体具有下列一些特点:•熔敷速度高,熔深大CO2气体中加入一定数量的O2后,加剧了区电弧区中的氧化反应。氧化反应放出的热量使焊丝熔化率增加,熔池温度提高,熔深增大。CO2+O2混合气体电弧焊较纯CO2焊接的熔深大,焊厚板时间可以减小坡口角度。对于10~12mm厚的钢板,不开坡口可以一次焊透。因而CO2+O2混合气体电弧焊是一种高效率的焊接方法。•焊缝金属含氢量较低O2的加入却降低了弧柱中的游离氢和溶入液体金属中的氢的浓度。据测定,焊缝金属中的含H2量比纯CO2焊缝低。例如,CO2焊缝含H2量约0.07mL/100g,而CO2+O2焊缝含H2约0.03mL/100g,因而CO2+O2混合气体具有较强的抗氢气孔能力。•能采用强规范(大电流)进行焊接这时电弧稳定,飞溅很小。并且熔池表面覆盖较多的熔渣,可以改善焊缝的表面成型。CO2+O2混合气体中,O2的比例一般在4~30%,常用比例为20~25%,最多不超过40%,否则,焊缝金属中的含O2量即显著增加。作为焊接用的O2气,对其纯度要求较高,一般要求在99.5%以上,露点在-50°C以下。CO2+O2混合气体的氧化性很强,必须配用具有强脱氧能力的焊丝(提高汉四中的Si、Mn含量或添加Ti、Al等脱氧元素)。利用CO2+O2混合气体熔深大的特点,可以在焊接坡口内嵌入一定数量的焊条。将焊条和母材同时熔化,因而大大增加了单位填充量,从而提高了生产率,并且发挥了焊条的熔渣保护的优点,改善了焊缝金属质量和焊缝表面成型。•各个国家由于气体资源不同,使用的混合气体情况也不同。•还需要指出,保护气体的电离能(即电离电位)对弧柱电场强度及母材热输入等影响是轻微的,起主要作用的是保护气体的传热系数、比热容和热分解等性质。一般来说,熔化极反极性焊接时,保护气体对电弧的冷却作用越大,母材输入热量也越大。焊接用保护气体及适用范围
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 ak310
ak310
本文标题:混合气体选择及应分析
链接地址:https://www.777doc.com/doc-4724440 .html