您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 培训单元1冲裁复合模、级进模结构.
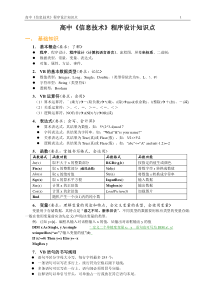
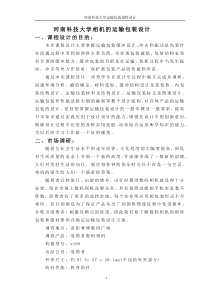
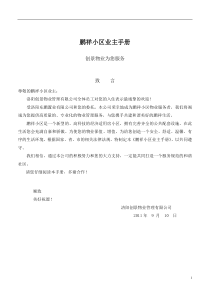
一、冲裁复合模、级进模结构(一)复合冲裁模•复合冲裁模:是指在压力机的一次行程中,板料同时完成冲孔和落料等多个工序的冲裁模。•复合模分类:该类模具结构中有一个既为落料凸模又为冲孔凹模的凸凹模,按照凸凹模位置的不同,复合模分为正装式和倒装式两种。1.正装式复合模图1.1正装式复合冲裁模1—落料凹模;2—凸凹模;3,7,8—弹性卸料装置;4—打料杆;5—推板;6—推杆;9,10,11,12,13,14—弹顶装置;15—冲孔凸模2.倒装式复合模图1.2倒装式复合冲裁模1—凸凹模固定板;2—凸凹模;3—凹模;4—凸模;5—垫板;6—凸模;7、16、21—螺钉;8—模柄;9—打料杆;10—推板;11—连接推杆;12—推件块;13—凸模;14—上模座;15—导套;17—活动挡料销;18—卸料板;19—弹簧;20—导柱;22—下模座复合模的主要特点•冲裁的制件平直,精度可高达IT10~IT11级,形位误差小;•模具结构紧凑,体积较小,生产效率高,•模具结构复杂,模具零件的精度要求高,成本高,制造周期长。•凸凹模的内、外形之间的壁厚不能太薄,否则其强度不够会造成胀裂而损坏;•适用于冲裁批量大、精度要求高的制件。(二)连续冲裁模•连续冲裁模又称级进模、跳步模等,可按一定的程序(排样设计时规定好),在压力机的一个行程中,在两个或两个以上的工位上完成两道或两道以上的冲裁工序。图1.3连续冲裁模1—模柄;2—止转销;3—小凸模;4—大凸模;5—导正销;6—挡料销;7—始用挡料销连续模的主要特点•工序分散,不存在最小壁厚问题(与复合冲裁模相比),模具强度高;•凸模全部安装在上模,制件和废料(结构废料)均可实现向下的自然落料,易于实现自动化;•结构复杂,制造较困难,模具成本较高,但生产效率高;•定位多,因此制件的精度不太高。这类模具主要适用于批量大,精度要求不太高的制件。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 69733381
69733381
本文标题:培训单元1冲裁复合模、级进模结构.
链接地址:https://www.777doc.com/doc-4727896 .html