您好,欢迎访问三七文档
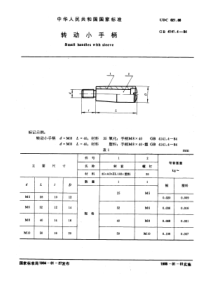
零件排样设计1排样方法零件简图;如下图所示零件材料;Q235板厚3mm生产批量;批量生产由于采用少、无废料排样,对工件所能达到的质量与精度都较差,同时模具寿命也较低,且零件图中的数据属于IT10-IT8级且采用落料冲孔复合模,要求精度比较高。为确保冲出合格的制件,保持条料的刚性,方便送进,提高劳动效率,避免冲裁时条料边缘的毛刺被带入模具间隙,提高模具寿命,应选用有废料排样。2排样方式比较分析2.1直排冲压件面积A=(17+84)x32.68/2+(106+177-32.68)x84/2=12163.78条料宽度采用无侧压装置,由于板厚3mm,查表1-5得Z=1,所以B0-△=(Dmax+2a+Z)0-△=84+3.2x2+1=91.4利用率η=BSA×100%=12163.78/(179.8x91.4)=74.02%式中A---一个制件的有效面积Dmax---一条料宽方向冲裁件的最大尺寸(mm)a---侧搭边值Z---导料板与最宽条料之间的间隙(mm)S---步距2.2斜排条料宽度采用无侧压装置,由于板厚3mm,查表1-5得Z=1,所以B0-△=(Dmax+2a+Z)=(157.46+2x3.2+1)=164.8利用率η=BSA×100%=12163.78/(164.86x121.59)=60.68%式中A---一个制件的有效面积Dmax---一条料宽方向冲裁件的最大尺寸(mm)a---侧搭边值Z---导料板与最宽条料之间的间隙(mm)S---步距2.3直对排条料宽度采用无侧压装置,由于板厚3mm,查表1-5得Z=1,所以B0-△=(Dmax+2a+Z)=91.4利用率η=BSA×100%=(2x12163.78)/(91.4x296.89)=89.65%式中A---一个制件的有效面积Dmax---一条料宽方向冲裁件的最大尺寸(mm)a---侧搭边值Z---导料板与最宽条料之间的间隙(mm)S---步距3分析比较通过计算直排,斜排,直对排数据得到的利用率,得知直排利用率为74.02%,斜排为60.68%,直对排利用率为89.65%。由数据得知直对排的利用率最高,但加工难度和负载都比其余两者大,加工生产效率也高,且一模可产两个零件。而斜排和直排的材料利用率低,生产效率也低于直对排,成本也大于直对排,经过分析比较,直对排适合批量生产。4排样图机械工程系班级:模具1332班第六组:04陈志浩05官博29王国理34叶林方24农良平16林明冲2014年9月27日
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 喵●泪
喵●泪
本文标题:零件排样设计
链接地址:https://www.777doc.com/doc-4735162 .html