您好,欢迎访问三七文档
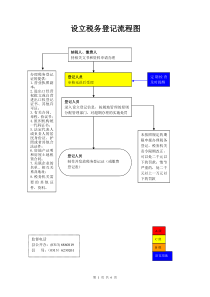
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 车铣床功率和切削力计算
车、镗孔类切削力和切削功率计算刀具直径齿数平均切削速度主轴转速切削截面面积A[mm2]D[mm]ZVc[m/min]n[1/min]每齿进给量fz[mm]切削深度ap[mm]446333328882250320012730.12230125026530.080.256541507350.15210061504770.23铣加工类切削功率及扭距计算刀具直径齿数切削速度主轴转速每齿进给量校核平均切削厚度D[mm]ZVc[m/min]n[1/min]fz[mm]ae/D<30%hm[mm]100182507960.20.179355483002690.20.17012572506370.20.17910000000.00010072006370.150.116hm典型值hm=0.15~0.25(钢、铸钢、灰铸铁、球墨铸铁)hm=0.08~0.15(CrNi钢、钛合金)hm=0.05~0.08(非铁金属)注:1、表格中紫色区域为需输入的参数,红色区域为所得计算结果,蓝色区域为校核数据。2、需输入的参数在车加工、铣加工培训资料中查找。切削截面面积A[mm2]进给量切削厚度切削宽度主偏角Kr[°]Vf[mm/min]h[mm]b[mm]6034656.001.732.3160458.370.102.3175212.210.080.2690440.740.152.0075572.960.193.11校核平均切削厚度切削深度切削宽度进给量ae/D≥30%hm[mm]ap[mm]ae[mm]Vf[mm/min]0.24802864.790.20.52552582.350.23100891.2700800.000.15560668.45注:1、表格中紫色区域为需输入的参数,红色区域为所得计算结果,蓝色区域为校核数据。切削力增长系数材料修整系数单刃主切削力单刃进给力刀片磨损系数Kv1-mcKc1.1Fc[N]Ff[N]1.25~1.40.7411604022.4642413.4791.250.741160501.561300.9371.300.74116045.14427.0861.350.741160569.896341.9381.250.7411601067.225640.3351.30材料修整系数可用功率系数所需功率所需扭距Kc0.7~0.9Pmot[Kw]Mc[N.m]12100.823.11277.59312100.88.30294.94312100.86.74101.20612100.80.00#DIV/0!12100.85.0675.904系统效率η单刃所需功率单刃所需扭距总功率总扭距0.7~0.85Pmot[Kw]Mc[N.m]P[Kw]M[N.m]0.8349.141155.6112094.8246933.6650.82.7220.3978.15061.1900.750.341.2200.3391.2200.82.2328.9698.905115.8780.84.3486.80026.014520.801
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 mqlnaj111
mqlnaj111
本文标题:车铣床功率和切削力计算
链接地址:https://www.777doc.com/doc-4747082 .html