您好,欢迎访问三七文档
1、磨床加工教案教学目标一、知识掌握点1.常用磨床的种类及加工范围;2.磨床加工的基本概念;3.磨床加工的特点;4.磨床的型号;5.砂轮的特征及其选择。教学目标二、能力训练点1.加工不同形状的零件,能选用合适的机床。2.根据零件的特点及加工要求,选用合适的机床。3.对工件磨削方法的选择,怎样才能达到其质量且经济、效率高。4.能正确选择加工方法。教学目标三、素质培养点1.通过讲解安全操作规程,培养学生安全操作的观念2.通过实习中的严格管理和严格要求,培养学生严谨的工作作风3.通过对各种加工方法的对比分析,加强学生的质量意识、经济意识、效率意识。大纲重点、学习难点及化解办法一、大纲重点(1)常用磨床的种类和加工范围;(2)磨削加工的基本概念及其特点;(3)砂轮的特性及选择;(4)零件的装夹及磨削方法;(5)磨削时应注意的事项。大纲重点、学习难点及化解办法二、学习难点(1)液压传动的原理;(2)纵向磨削法;(3)横向磨削法;(4)综合磨削法;(5)磨削过程中,容易出现的问题及其解决方法。大纲重点、学习难点及化解办法三、难点化解方法(1)利用挂图(多媒体)讲解。(2)示范操作、工件对比。(3)引。
2、导、示范。教学计划单元教学形式主要内容目标计划用时备注1讲授磨床基础知识,砂轮修整磨削90分钟2示范操作平面磨削、外圆磨削45分钟3学生练习平面磨削(外圆磨削)180分钟物质准备1.设备:平面磨床M7120(外圆磨床M131W)。2.工具:千分尺、金刚笔、夹头、扳手、润滑油等。3.材料:工件、图纸。4.教具:挂图、实物。教学过程任务一磨削知识讲解任务二示范操作任务二磨削知识讲解1.1磨削基础知识1.磨削加工的基本概念:磨削是在磨床上用砂轮或其他磨具以较高的线速度,对工件表面进行切削加工的方法。它是机械零件精密加工的主要方法之一。2.常用磨床的种类和加工范围:(1)磨床的种类磨床的种类很多,有外圆磨床、内圆磨床、平面磨床、导轨磨床、工具磨床、专业化磨床、精密磨床、砂带磨床及其他磨床。任务一磨削知识讲解(2)磨床的应用范围外圆磨床:常用的外圆磨床分为普通外圆磨床和万能外圆磨床。在普通外圆磨床上可磨削工件的外圆柱面和外圆锥面;万能外圆磨床还可磨削内圆柱面、内圆锥面及端平面。内圆磨床:内圆磨床主要用于磨削圆柱孔、圆锥孔及端面。平面磨床:平面磨床主要是利用砂轮的周边或端面对工件平面进行。
3、磨削。任务一磨削知识讲解图1.1磨床的应用任务一磨削知识讲解3.磨削加工的精度和表面粗糙度值:磨削加工能获得很高的加工精度和表面粗糙度。通常加工精度可达IT7-IT5,表面粗糙度可达0.8-0.2mm。采用精密磨削以及镜面磨削工艺时,表面粗糙度可达0.1-0.01mm。4.万能外圆磨床、平面磨床的主要组成部分及作用:(1)万能外圆磨床外圆磨床由床身、工作台、头架、砂轮、内圆磨头、砂轮架和尾座等部件组成,如图所示:任务一磨削知识讲解图1.2外圆磨床任务一磨削知识讲解床身床身用来安装各部件,上部有工作台和砂轮架,内部装有液压传动系统。床身上的导轨供工作台移动,横向导轨供砂轮架移动。工作台工作台有两层,下工作台沿床身导轨作纵向往复运动,上工作台相对下工作台能做一定角度的回转,以便磨削圆锥面。任务一磨削知识讲解头架头架上有主轴,主轴端部可安装顶尖、拨盘或卡盘,以便装夹工件并带动其旋转。主轴由单独电动机通过带传动的变速机构带动旋转,使工件可获得不同的转动速度。头架可在水平面内偏转一定角度。内圆磨头内圆磨头是用来磨削内圆表面的,在它的主轴上可装上内圆磨削砂轮,由另一个电动机带动内圆磨头。
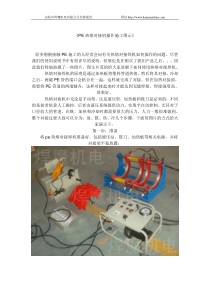
4、绕支架旋转。任务一磨削知识讲解砂轮架砂轮架供安装砂轮用,并装有单独电动机,通过皮带传动带动砂轮高速旋转。砂轮架可在床身后部的导轨上横向移动。尾座尾座的套筒内有顶尖,用来支撑工件的另一端。尾架可在工作台上纵向移动,扳动尾架上的杠杆,顶尖套筒可伸出或缩进,以便装卸工件。任务一磨削知识讲解(2)平面磨床平面磨床可分为卧轴矩台式和立轴矩台式两种。图1.3平面磨床任务一磨削知识讲解卧轴矩台式该磨床工作台为矩形,主轴呈水平横卧在工作台的上方。工作台沿床身的导轨做纵向直线往复运动,砂轮架可沿滑座的导轨作横向进给;滑座和砂轮架一起,沿立柱的导轨作垂直间隙进给运动;砂轮装在砂轮架的主轴上,作高速旋转。立轴圆台式平面磨床该磨床工作台为圆形,主轴垂直于工作台面竖立在工作台的上方。砂轮架可沿立柱的导轨作间歇的竖直切入运动,圆工作台的旋转为圆周进给运动。为了便于装卸,圆工作台还能沿床身导轨纵向移动。任务一磨削知识讲解5.外圆磨床的液压传动图1.4液压传动原理任务一磨削知识讲解磨床的传动系统大多采用液压传动,其优点是工作平稳,可在较大范围内实现无级变速,冲击和振动小,便于实现自动化。液压传动工作原理。
5、如图1.4所示。工作时,油泵经滤油器将油从油箱中吸出,转变为高压油,经过转阀、节流阀、换向阀,输入油缸的右腔,推动活塞、活塞杆及工作台向左移动。油缸左腔的油则经换向阀流入油箱。当工作台移动至行程终点时,固定在工作台前侧面的右行程挡块,自右向左推动换向手柄,并连同换向阀的活塞杆和活塞一起向左移至虚线位置。于是高压油则流入油缸的左腔,使工作台返回。油缸右腔的油也经换向阀流回油箱。如此反复循环,从而实现了工作台的纵向往复运动。任务一磨削知识讲解工作台的行程长度和位置,可通过改变行程挡块之间的距离和位置来调节。当转阀转过90°时,油泵中输出的高压油全部流回油箱,工作台停止不动。安全阀的作用是使系统中维持一定的油压,并把多余的高压油排入油箱。任务一磨削知识讲解6.磨削加工的安全操作规程:磨削操作过程中应注意一下几点:(1)操作者必须带工作帽,长发压入帽内,以防发生人身事故。(2)多人公用一台磨床时,只能一人操作,并注意他人安全。(3)砂轮是在高速旋转下工作的,禁止面对砂轮站立。(4)砂轮启动后,必须慢慢引向工件,严禁突然接触工件。背吃刀量不能过大,以防背向力过大将工件顶飞发生事故。任务一磨削知。
6、识讲解1.2砂轮的特性及应用砂轮是主要的磨削工具。它是由磨料和黏合剂粘结在一起焙烧而成的疏松多孔体,可以粘结成各种形状和尺寸。图1.5砂轮任务一磨削知识讲解砂轮的磨粒直接担负切削工作,锋利且坚韧。加工硬材料时用软砂轮;磨软材料时则用硬砂轮;磨削紫铜和黄铜时,要用力度小的软砂轮。任务二示范操作2.1平面磨削1.平面的磨削方法平面磨削分为普通平面磨削法和缓进深切磨削法两种。普通平面磨削法又分为周面磨削和端面磨削,其中周面磨削是指用砂轮的圆周面进行磨削的方法,端面磨削则指用砂轮的端面进行磨削的方法;缓进深切磨削法是以较大的磨削深度和很低的工作台进给速度磨削工件。任务二示范操作2.在平面磨床上零件的装夹方法。磨削中小型工件的平面,常用电磁吸盘工作台吸住工件。电磁吸盘工作台的工作原理是当线圈中通过直流电时,芯体被磁化,磁力线经过盖板-工件-盖板-吸盘体而闭合,工件被吸住。图2.1电磁吸盘的原理结构图任务二示范操作当磨削键、垫圈、所有薄壁套等尺寸较小而壁较薄的零件时,因零件与工作台接触面积小,吸力弱,所以在工件四周或左右两侧用挡铁围住,以免工件走动。图2.2装夹工件任务二示范操作。
7、2.2外圆磨削1.外圆面的磨削方法:在外圆磨床上磨削外圆的方法有三种。图2.3外圆的磨削任务二示范操作(1)纵磨法如图2.3a所示,纵磨法磨削外圆时,砂轮的高速旋转为主运动,工件作圆周进给运动的同时,还随工作台作纵向往复运动,实现沿工件轴向进给。每单次行程或每往复行程终了时,砂轮作周期性的横向移动,实现沿工件径向的进给,从而逐渐磨去工件径向的全部留磨余量。磨削到尺寸后,进行无横向进给的光磨过程,直至火花消失为止。由于纵磨法每次的径向进给量少,磨削力小,散热条件好,充分提高了工件的磨削精度和表面质量,能满足较高的加工质量要求,但磨削效率较低。纵磨法磨削外圆适合磨削较大的工件,是单件、小批量生产的常用方法。任务二示范操作(2)横磨法如图2.3b所示,采用横磨法磨削外圆时,砂轮宽度比工件的磨削宽度大,工件不需作纵向(工件轴向)进给运动,砂轮以缓慢的速度连续地或断续地沿作横向进给运动,实现对工件的径向进给,直至磨削达到尺寸要求。其特点是:充分发挥了砂轮的切削能力,磨削效率高,同时也适用于成形磨削。然而,在磨削过程中砂轮与工件接触面积大,使得磨削力增大,工件易发生变形和烧伤。另外,砂轮形状误差直。
8、接影响工件几何形状精度,磨削精度较低,表面粗糙度值较大。因而必须使用功率大,刚性好的磨床,磨削的同时必须给予充分的切削液以达到降温的目的。使用横磨法,要求工艺系统刚性要好,工件宜短不宜长。短阶梯轴轴颈的精磨工序,通常采用这种磨削方法。任务二示范操作(3)深磨法如图2.3c所示,深磨法是一种比较先进的方法,生产率高,磨削余量一般为0.1-0.35mm.用这种方法可一次走刀将整个余量磨完。磨削时,进给量较小,一般取纵进给量为1-2mm/r,约为“纵磨法”的15%,加工工时约为纵磨法的30-75%。任务二示范操作2.在万能外圆磨床上零件的装夹方法。磨削外圆时,常用的装夹工件的方法有以下几种:(1)用前、后顶尖装夹(2)用心轴装夹(3)用三爪自定心卡盘或四爪单动卡盘装夹(4)用卡盘和顶尖装夹结束。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 zzjjxx
zzjjxx
本文标题:磨床加工
链接地址:https://www.777doc.com/doc-4750794 .html