您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 信息化管理 > 中钢生产计划管理实务(PPT 45页)--条线产品生产计划
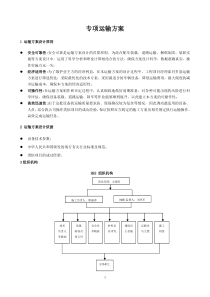
1、中钢生产计划管理实务目录一)、生产计划组织与功能1、组织2、功能(以PDCA说明)3、订单处理系统4、冶金规范与生产计划关系5、工厂产能规划6、订单合同与生产作业流程二)、产线平衡规划1、生产计划应考虑的因素2、产能平衡图三)、年、季、月生产计划1、规划考虑重点及作业时段2、年度生产计划作业流程3、维修与能源平衡架构4、工厂工艺流程图四)、条线产品生产计划1、系统流程2、生产管理系统示意五)、项目管理委员会(Taskforce)组织与功能六)、报表系统七)、结语中钢生产计划处组织与编制表W780生产计划处处长1工程师2条钢线材小钢坯生产计划组组长1人炼钢及钢板生产计划组组长1人综合生产规划组组长1人热轧生产计划组组长1人冷轧生产计划组组长1人生产管制中心资讯应用工程师1人生产协调管制员4人订单计划工程师1订单排程管理员2(条钢、线材)轧制计划工程师1钢坯排程管理员1表面处理排程管理员1配料排程管理员(钢坯、条钢、线材)3交运计划工程师1精整排程管理员1(球化)系统规划工程师3生产规划工程师1生产规划管理员1炼铁及原料计划工程师1原料计划管理员1能源及维修计划工程师1能源及维修资讯管理。
2、员1订单计划工程师1订单排程管理员1冷轧一线轧制工程师1冷轧一厂排程管理员2热浸镀锌排程及出货管理员1冷轧二线轧制工程师1冷轧二厂排程管理员2连续涂覆线排程及产品出货管理员1电镀锌线排程及产品出货管理员1交运计划工程师1出货排程管理员2W700W7114W7212W7313W7418W75155非计划型资本支出规划工程师1非计划型资本支出计划管理员1综合规划工程师1钢板订单交运计划工程师1订单排程管理员1出货排程管理员1钢板轧制计划工程师1轧制排程管理员2配料排程管理员1铁水调度协调工程师1炼钢计划工程师1炼钢排程管理员3转炉连铸精整工程师1轧制计划工程师1第一热轧热进炉排程管理员4第二热轧热进炉排程管理员4精整计划工程师1调质与剪切排程管理员1不锈钢生产排程管理员1主排程及交运计划工程师1订单排程管理员1成品管制管理员1炼钢申请管理员1半成品管制管理员1炼钢生产管理系统介绍中冠信息2003/09生产计划组织功能订单处理系统1、生产计划必须依据冶金规范标准配料。冶金规范与生产计划关系熔炼原料标准。连铸原料标准。线材配料标准。产品表面检验标准。取样与产品放行标准。MPL(MarkingP。
3、ackingLoading)标准。工厂产能规划产能规划全厂维修计划设备更新工程扩建装机工程生产能力分析生产线平衡铸胚购、备钢计划库存结构能源供需年生产计划草案工场产能一级产销协调会议季产销计划中钢厂盘会议中钢与客户产业小组季产销联谊会订单接收月生产计划草案处务会议组间计划协调公司年营运政策季生产计划月生产计划生产副总核定生产副总核定二级产销协调会议市场调查工场产能标竿目标市场预测年度生产计划销售目标市场需求订单合同与生产作业流程軋制工作單1、以产促销特点:产销运行方式特点①生产初期,工厂尚未达全能,一般以生产为导向,发挥产能为主线,生产什么销售什么。②产品均属一般低价位质量------容易生产的产品。③以量取胜。④利润微簿。2、以销定产特点:①生产技朮熟练,已达量产能力。②有开发新产品能力,提高产品附加价值。③高质量产品占相当比例。④以低成本和高质量取胜。⑤利润优厚。二)、产线平衡规划原料采购与船运原料需求产出率废钢与铁水比钢液计划生产线平衡分析半成品外购或外售产品组合库存水平订单接收市场动向预测产品附加值工场生产能力铸胚分配设备扩建改造维修计划能源计划半成品购售与船运储运计划铁水计划。
4、交期安排生产计划应考虑的因素生产线平衡分析烧结工场炼焦工场4089原煤炼铁高炉工场煤焦油焦炭26623150焦炭屑370焦炭屑118球结矿185焦炭屑69高炉尘及污泥79烧结矿869683石料块矿屑979块铁屑1282块矿屑303块状含锰铁矿67燃料油83烧结粉矿1079粉状石灰石1270粉状白云石258粉铁矿6676氧化铁锈皮162粉状转炉石81生铁铸块机95%合金料2废铁6翻砂用生铁150焦炭屑4835382铁水1565226盛铣桶及铁水流道废铁合金料67烧石灰352炼钢转炉工场88.9%烧石灰工场704大理石级石灰石1006302粉状石灰石送水泥工场其他用途17萤石42外购及回收废钢970扁钢坯连铸机94%大钢坯连铸机95%扁钢坯表面处理97.6%5652钢液4631102141废钢10氧化铁锈皮970小钢坯工场97%20废钢9氧化铁锈皮氧化铁锈皮106437435864268682钢板工场88%废钢75氧化铁锈皮7钢板600小钢坯表面处理98%条钢工场直条条钢93.2%成卷条钢96.5%直条条钢230成卷条钢120废钢18氧化铁锈皮3线材工场线材480废钢16氧化铁锈皮1372。
5、124248小钢坯65249941小钢坯380氧化铁锈皮8247热轧钢带工场废钢75热轧厚板用95.2%不锈钢97%冷轧用96.2%热轧薄板钢卷用96.2%代轧不锈钢扁钢坯67氧化铁锈皮552077酸洗工场94.5%20091058氧化铁锈皮6炭钢废钢82不锈钢带65废钢561064冷轧工场底片用99.4%冷轧钢片钢卷用99.4%9890268热轧厚板剪切线90.7%热轧薄板剪切线89.8%热轧调质重拖线93.2%641610134265废钢114热轧钢板240热轧钢片120废钢39热轧钢卷1560清洗工场98%焦炭屑514897废钢5495封盒退火工场底片用100%冷轧钢片钢卷用100%14595调质工场底片用98.4%冷轧钢片钢卷用97.5%6409593废钢18底片重卷线96.5%废钢3冷轧重卷切条线切条96.0%重卷97.1%冷轧钢片剪切线94.7%连续退火线94.5%废钢1135025冷轧(切条)钢卷375底片90238254386624废钢13冷轧钢片225连续涂覆线96.2%彩色钢片60电氧钢片90150废钢14废钢6冷轧钢卷84240156石灰石48废钢99单位:千公吨。
6、/年中钢一贯作业钢厂产能平衡图(例)废铁28铁矿165废钢208不锈钢废钢2商用热轧粗钢卷316产能平衡图三)工艺流程钢品生产流程图煉鐵煉鋼軋鋼原料產品生鐵小鋼胚線材球化線材條鋼鋼板熱軋鋼板熱軋鋼片熱軋鋼捲酸洗塗油鋼捲電鍍鋅鋼捲煉焦煤石灰石鐵礦煉焦工場(焦爐8座)燒結工場(4座)高爐(4座)轉爐(6座)大鋼胚連鑄機(3座)扁鋼胚連鑄機(6座)小鋼胚工場鋼板工場線材工場條鋼工場(2座)退火處理場熱軋工場(2座)熱軋調質重捲線(4座)熱軋厚板剪切線熱軋薄板剪切線酸洗塗油線第二酸洗冷軋線底片準備線大鋼胚扁鋼胚第一酸洗冷軋線生鐵鑄造计划员应了解工艺、上下工序的关系,增加排程和配料的技巧。大钢胚连铸及小钢胚生产流程第一条钢工场小钢胚工场线材工场第二条钢工场球化工场小钢胚研磨工场线材成品条钢成品条钢及线材成品条线生产流程简图球化成品线材工场生产流程線材出貨往球化工序條鋼線材一場生產流程加熱爐加熱爐線材產線條鋼盤元線材精軋機組冷卻輸送帶(STELMO)線材盤捲機第一精軋機群冷卻床中軋機群1H2H3H4H5H6H條鋼盤元盤捲機粗軋機群7H8H9H10H11H12V13H14V15H16V線材產線1H2。
7、V3H4V粗軋機群(RM)中軋機群精軋機群7H8V9H10V11H12V13H14V15H16V17H18V盤捲機線材盤元直條钢四)生产计划、排程与配料1、规划考虑重点及作业时段项目年计划月计划季计划●公司营业政策及目标●市场预测及销售目标●产品边际贡献及组合●维修计划、设备更新及扩建工程●铁水产能及钢液分配●各工场生产能力与开班数●各工场产率●库存存贴及外购、外售半成品计划规划考虑重点●以年计划为蓝本●市场需求●产品边际贡献及组合●以季计划为蓝本●实际接单作业时段每年10~11月每年2、5、8、11月召开产销协调会每月25~30日2、年度生产计划作业流程各生产工厂生产计划处各组综合生产规划组成本处工业工程处营业处参考销售计划修正更新产率参数碓认产线平衡订定产率目标产率目标营业预算执行计划召集协调会呈核后分送相关单位营业处各组及中贸拟定年度生产计划草案(1)年度销售计划草案以季计划为基础拟定年度销售计划年度生产计划草案(2)年度生产计划草案(2)年度销售计划年度生产计划年度生产计划年度生产计划维修与能源平衡架构错开停机整合电脑化全厂操作维修排班年、季、月生产计划市场政策产能重要发展计划。
8、长期岁、季修计划公用设施维修周期高转炉轧钢产能订单交期燃气电力操作停机维修人力操作维修弹性调整能源调度产品组合半成品库存铁水产能钢胚分配维修人力与能源消耗平稳化•根据订单接受量,转炉设计产能,建立产能平衡模板,每月将定修时间扣除,计算可用生产总时数,再依产品组合,计算产品别(钢种)每炉吹炼时间标准,可生产炉数,乘以单重,即得每月产量和钢种数量。•a、单炉排程原则:IF钢普碳钢低合金钢高合金钢低合金钢•普碳钢IF钢•b、双炉排程原则:以轧钢设备别分方胚、扁胚•以产品类别分低碳、高碳•c、多炉排程原则:以钢种别一炉一类钢种,例一个转炉专炼IF钢d、炉代:一个转炉吹炼若干(≧15,000)炉后,换下在离线(Off-Line)整修完成后称一个炉代。•e、定修:每月计划定修停机保养时间。•f、炉号编码:案例----中钢钢坯号编码•1AXXXX-XX–XX•切号•流道号胚号•流水号炉号•转炉号•说明:除第二位用英文字外,其它九位数均是数字。•优点:1、第二位数用英文字(26个字母除I与O不用)可增加2.4倍炉数,避免炉号重叠。•2、增加胚号,有流道号及切号,产品的缺陷可追寻源头。炼钢排程原则•钢板。
9、排程原则:主产线轧机更换上下工辊(WorkRoll),到换下这对上下工辊后,称为一个轧制周期(RollingCycle)。在这轧制周期内所投入的钢胚(原料)的数量(根数),依产出成品的宽度或直径大小,照轧制优先次序的原则,安排进炉序号。•原则上先暖机(Warm-Up)使工辊的温度均匀,约需4~6根胚轧制后,产品质量才有保证,再遵照轧延周期的规定。•板胚原则:由宽、薄板渐渐轧到窄、厚。•方胚原则:由条、线小直径渐渐轧到大直径,先换导槽再换辊。•使工辊发挥最大效果,降低辊耗。每一轧延周期所排扁、方胚辊耗费用以每车削单位(mm)辊径所轧延顿数或每轧一顿所花工辊费用多少?这些数据建文件,可查询各厂轧辊绩效,而决定采购轧辊供应厂家。轧钢排程原则板胚轧延周期示意图一般板胚轧延周期自由般板胚轧延周期暖机宽薄窄厚无限制合同管理冶金规范管理生产订单处理板胚存货管理生产计划、追踪生产管理帐务入库挂订单产副品存货帐务出货结算热轧销帐生产合同管理与追踪生产合同管理炼钢申请炼钢计划排程浇次组成炼钢周排程销售结算外售销帐热轧存货管理轧钢产出轧钢计划排程轧钢排程生产管理系统示意化物性记录炼钢区作业记录炼钢区生产质检。
10、原料管理条钢/线材备料系统流程:生產工作單(訂單)无主存货转售作业条/线无主存货明细条/线主排程大/小钢胚需求计划(MRP)订料/收料/用料作业管制己开Order计划到料及用料资料配料资料1.合炉作业2.大/小钢胚产能资料大/小钢胚库存明细产能;前置时间?}1.BOF&C.C.Order2.BLTRollingOrder3.Bar/rodRollingOrder}1.配料率2.配料尺寸3.钢种及品级4.转用}1.大钢胚炉数供应计划2.小钢胚场轧延计划OKNO调整主排程7/23456789101112137/141.交期订单总需求量1502.无主存货可转售量=10MT-103.订单需生产量1404.已研磨小钢胚计划配料量152≒配料率92%5.已研磨小钢胚需求量1526.库存已研磨小钢胚可使用量=30-307.已研磨小钢胚净需求量1228.未研磨小钢胚计划配料量124≒配料率98%9.未研磨小钢胚总需求量12410.库存未研磨小钢胚可使用量=0-011.未研磨小钢胚需生产量12412.大钢胚计划配料量128≒配料率97%13.大钢胚总需求量12814.库存大钢胚可使用量=18-1815.计。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码








 iwzc
iwzc
本文标题:中钢生产计划管理实务(PPT 45页)--条线产品生产计划
链接地址:https://www.777doc.com/doc-475533 .html