您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 市场营销 > 折弯统一规则20120106
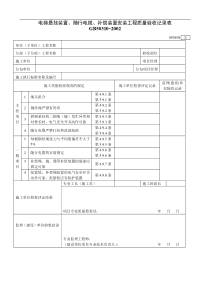
板材折弯统一规则武汉国测诺德新能源有限公司编制:程秀娟校对:刘学进审核:张利保2012年1月5日 1 / 4 1最小折弯半径最小折弯半径是在保证板材外层纤维在折弯时不产生裂纹的条件下,折弯处的内圆角半径。最小折弯半径只在有特殊要求时才提出要求,在一般情况下折弯半径应尽可能放大。常用材料不同厚度系列的最小折弯半径见表1:表1最小折弯半径厚度(mm)材料12345681012Q19522×××××××Q235××55510101015Q345××551010101515常用铝合金板材222555×××注:1.折弯线应与板材轧制方向垂直;2.最小折弯半径表示折弯区域的内圆角半径,单位为mm;3.板材为热轧板或冷轧板,一般为正火状态,铝合金板材为退火状态,板材和铝合金板均包含各种花纹板;4.表中无对应最小折弯半径的板厚不建议选用。2最小折边高度2.1为了保证工件的折弯质量,折弯件的直边应不小于最小折边高度。当折弯直角时如图1,最小折边高度如式(1):hmin=r+2t······················(1)图12.2特殊要求的折边高度:如果设计需要折弯件的折边高度h≤r+2t,,则首先要加大折边高度,折弯好后再加工到需要尺寸;或者在折弯变形区内加工浅圆弧槽后,再折弯,见图2。 2 / 4 图22.3折弯侧边带有斜角的直边高度。当折弯侧边带有斜角的弯曲件时,见图3。侧边的最小高度如式(2):hmin=(2~4)t>3mm················(2)图33最小孔边距冲孔后有折弯要求时,应使孔的位置处于弯曲变形区外,避免弯曲时孔会产生变形。孔边离弯曲边内侧表面的距离详见表2:表2最小孔边距 3 / 4 4折弯线的位置4.1局部折弯某一段时,为了防止尺寸突变尖角处应力集中产生弯裂,折弯线不应在尺寸突变的位置上,离突变处的距离S应大于弯曲半径r,见图4a。或冲工艺孔或开槽,将变形区与不变形区分开,见图4b,4c。注意图中的尺寸要求:S≥R;槽宽k≥t;槽深L≥t+R+k/2。图44.2当孔位于折弯变形区内,折弯前应采取的工艺措施见图5。图55折弯件设计时应设置工艺定位孔为保证板材在模具中准确定位,防止板材在折弯时产生移动而废品,折弯件在设计时应设置工艺定位孔,如图6所示。特别是多次折弯成形的零件,均必须以工艺孔为定位基准,以减少累计误差,保证产品质量。 4 / 4 图66参考标准JB/T5109金属板料压弯工艺设计规范GB/T13914—1992冲压件尺寸公差GB/T13915—1992冲压件角度公差GB/T13916—1992冲压件形状和位置未注公差GB/T15055—1994冲压件未注公差尺寸的极限偏差7编制说明7.1本资料仅限于对板材折弯的有关要求进行说明,对板材弯曲的相关要求未进行说明,板材弯曲的相关要求可查阅JB/T5000.3-2008标准;7.2管材弯曲的相关要求可查阅JB/T5000.11-2008标准;7.3扁钢、圆钢弯曲的推荐尺寸可查阅机械手册第一卷P1-327页表1-40-82的相关规定执行;
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 lyhzaini
lyhzaini
本文标题:折弯统一规则20120106
链接地址:https://www.777doc.com/doc-4780112 .html