您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 信息化管理 > 产品结构设计准则-壁厚篇(doc39)(1)
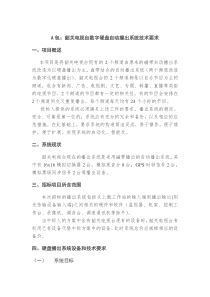
产品结构设计准则--壁厚篇基本设计守则壁厚的大小取决於产品需要承受的外力、是否作为其他零件的支撑、承接柱位的数量、伸出部份的多少以及选用的塑胶材料而定。一般的热塑性塑料壁厚设计应以4mm为限。从经济角度来看,过厚的产品不但增加物料成本,延长生产周期”冷却时间〔,增加生产成本。从产品设计角度来看,过厚的产品增加引致产生空穴”气孔〔的可能性,大大削弱产品的刚性及强度。最理想的壁厚分布无疑是切面在任何一个地方都是均一的厚度,但为满足功能上的需求以致壁厚有所改变总是无可避免的。在此情形,由厚胶料的地方过渡到薄胶料的地方应尽可能顺滑。太突然的壁厚过渡转变会导致因冷却速度不同和产生乱流而造成尺寸不稳定和表面问题。对一般热塑性塑料来说,当收缩率”ShrinkageFactor〔低於0.01mm/mm时,产品可容许厚度的改变达;但当收缩率高於0.01mm/mm时,产品壁厚的改变则不应超过。对一般热固性塑料来说,太薄的产品厚度往往引致操作时产品过热,形成废件。此外,纤维填充的热固性塑料於过薄的位置往往形成不够填充物的情况发生。不过,一些容易流动的热固性塑料如环氧树脂”Epoxies〔等,如厚薄均匀,最低的厚度可达0.25mm。此外,采用固化成型的生产方法时,流道、浇口和部件的设计应使塑料由厚胶料的地方流向薄胶料的地方。这样使模腔内有适当的压力以减少在厚胶料的地方出现缩水及避免模腔不能完全充填的现象。若塑料的流动方向是从薄胶料的地方流向厚胶料的地方,则应采用结构性发泡的生产方法来减低模腔压力。平面准则在大部份热融过程操作,包括挤压和固化成型,均一的壁厚是非常的重要的。厚胶的地方比旁边薄胶的地方冷却得比较慢,并且在相接的地方表面在浇口凝固後出现收缩痕。更甚者引致产生缩水印、热内应力、挠曲部份歪曲、颜色不同或不同透明度。若厚胶的地方渐变成薄胶的是无可避免的话,应尽量设计成渐次的改变,并且在不超过壁厚3:1的比例下。下图可供叁考。转角准则壁厚均一的要诀在转角的地方也同样需要,以免冷却时间不一致。冷却时间长的地方就会有收缩现象,因而发生部件变形和挠曲。此外,尖锐的圆角位通常会导致部件有缺陷及应力集中,尖角的位置亦常在电镀过程後引起不希望的物料聚积。集中应力的地方会在受负载或撞击的时候破裂。较大的圆角提供了这种缺点的解决方法,不但减低应力集中的因素,且令流动的塑料流得更畅顺和成品脱模时更容易。下图可供叁考之用。转角位的设计准则亦适用於悬梁式扣位。因这种扣紧方式是需要将悬梁臂弯曲嵌入,转角位置的设计图说明如果转角弧位R太小时会引致其应力集中系数(StressConcentrationFactor)过大,因此,产品弯曲时容易折断,弧位R太大的话则容易出现收缩纹和空洞。因此,圆弧位和壁厚是有一定的比例。一般介乎0.2至0.6之间,理想数值是在0.5左右。壁厚限制不同的塑胶物料有不同的流动性。胶位过厚的地方会有收缩现象,胶位过薄的地方塑料不易流过。以下是一些建议的胶料厚度可供叁考。热塑性塑料的胶厚设计叁考表热固性塑料的胶厚设计叁考img=]图片,0,baseline[/img]其实大部份厚胶的设计可从使用加强筋及改变横切面形状取缔之。除了可减省物料以致减省生产成本外,取缔後的设计更可保留和原来设计相若的刚性、强度及功用。下图的金属齿轮如改成使用塑胶物料,更改後的设计理应如图一般。此塑胶齿轮设计相对原来金属的设计不但减省材料,消取因厚薄不均引致的内应力增加及齿冠部份收缩引致整体齿轮变形的情况发生。不同材料的设计要点ABSa)壁厚壁厚是产品设计最先被考虑,一般用於注塑成型的会在1.5mm(0.06in)至4.5mm(0.18in)。壁厚比这范围小的用於塑料流程短和细小部件。典型的壁厚约在2.5mm(0.1in)左右。一般来说,部件愈大壁厚愈厚,这可增强部件强度和塑料充填。壁厚在3.8mm(0.15in)至6.4mm(0.25in)范围是可使用结构性发泡。b)圆角建议的最小圆角半径是胶料厚度的25%,最适当的半径胶料厚比例在60%。轻微的增加半径就能明显的减低应力。PCa)壁厚壁厚大部份是由负载要求内应力几何形状外型塑料流量可注塑性和经济性来决定。PC的建议最大壁厚为9.5mm(0.375in)。若要效果好,则壁厚应不过3.1mm(0.125in)。在一些需要将壁厚增加使强度加强时,肋骨和一些补强结构可提供相同结果。PC大部份应用的最小壁厚在0.75mm(0.03in)左右,再薄一些的地方是要取决於部件的几何和大小。短的塑料流程是可以达到0.3mm(0.012in)壁厚。壁厚由厚的过渡到薄的地方是要尽量使其畅顺。所有情况塑料是从最厚的地方进入模腔内,以避免缩水和内应力。均一的壁厚是要很重要的。不论在平面转角位也是要达到这种要求,可减少成型後的变型问题。LCPa)壁厚由於液晶共聚物在高剪切情况下有高流动性,所以壁厚会比其它的塑料薄。最薄可达0.4mm,一般厚度在1.5mm左右。PSa)壁厚一般的设计胶料的厚度应不超过4mm,太厚的话会导致延长了生产周期。因需要更长的冷却时间,且塑料收缩时有中空的现象,并减低部件的物理性质。均一的壁厚在设计上是最理想的,但有需要将厚度转变时,就要将过渡区内的应力集中除去。如收缩率在0.01以下则壁厚的转变可有的变化。若收缩率在0.01以上则应只有的改变。b)圆角在设计上直角是要避免。直角的地方有如一个节点,会引致应力集中使抗撞击强度降低。圆角的半径应为壁厚的25%至75%,一般建议在50%左右。PAa)壁厚尼龙的塑胶零件设计应采用结构所需要的最小厚度。这种厚度可使材料得到最经济的使用。壁厚尽量能一致以消除成型後变型。若壁厚由厚过渡至薄胶料则需要采用渐次变薄的方式。b)圆角建议圆角R值最少0.5mm(0.02in),此一圆角一般佳可接受,在有可能的范围,尽量使用较大的R值。因应力集中因素数值因为R/T之比例由0.1增至0.6而减少了50%,即由3减至1.5。而最佳的圆角是为R/T在0.6之间。PSUa)壁厚常用於大型和长流距的壁厚最小要在2.3mm(0.09in)。细小的部件可以最小要有0.8mm(0.03in)而流距应不可超过76.2mm(3in)PBTa)壁厚壁厚是产品成本的一个因素。薄的壁厚要视乎每种塑料特性而定。设计之前宜先了解所使用塑料的流动长度限制来决定壁厚。负载要求时常是决定壁厚的,而其它的如内应力,部件几何形状,不均一化和外形等。典型的壁厚介乎在0.76mm至3.2mm(0.03至0.125in)。壁厚要求均一,若有厚薄胶料的地方,以比例3:1的锥巴渐次由厚的地方过渡至薄的地方。b)圆角转角出现尖角所导致部件的破坏最常见的现象,增加圆角是加强塑胶部件结构的方法之一。若将应力减少5%(由3减至1.5)则圆角与壁厚的比例由0.1增加至0.6。而0.6是建议的最理想表现。产品结构设计资料--禁用之塑料材质.产品和制程上应该避免使用的东西石棉、多氯联苯、多溴联苯、多氯二苯、氯乙烯单体、苯2.制程及产品上需要管制的材质铍及其化合物---含小于2%的铍的合金是可以被接受的。镉及其化合物---当防生锈的扣件如果镀锌或其它加工都不适合的话,镀镉是可以被接受的。取代品是镀锌,无电解镍,镀锡或用不锈钢产品。铅及其化合物---铅使用在焊接剂的场合是可以接受的。假如镀锡在PCB或者表面黏着镀锡则需要格外的管制。为了减少铅蒸气的产生,焊锡设备应处以不超过800℉温度为极限。镍及其化合物---在非持续接触的情况下使用应属可接受。所有镀镍的应用应尽量避免使用在经常接触的零件表面,镀铬是常用取代镀镍的例如在按键或其它经常接触的零件。水银及其化合物---如果使用在水银开关,水银电池及水银接点是可以接受的,但应尽量避免。可以用结构或电子开关,非水银电池也很普遍。铬及其化合物---铬分解产生的酸有剧毒,主要的危险是制造过程中暴露在铬化合物的环境中,如果零件在做铬酸盐表面处理时,有环境,卫生,安全单位严格管制,则应可接受。锡的有机化合物---纯锡,含锡的焊剂以及锡合金是可以被使用的,在制程中是不可以含有有机锡产生。硒及其化合物---硒如果使用在复制的仪器(如激光打印机)的磁鼓作为镀层之用是可以接受的。所有使用过含有硒的仪器和设备,须由有执照的回收公司回收。金它及其化合物---都含有剧毒。砷及其化合物---可使用在半导体的制造。四甲基氯化物---在产品上必须标注此溶剂对人体的健康有潜在的危险,替代品是氟氯碳化物溶剂。氯化物溶剂---大部分氯化物溶剂都有强烈的毒性,氯化物溶剂应该尽量避免使用,除非是在制造或整修时之清洗或去脂的时候,而且找不到其它合适的替代品,替代品为水溶性的清洁剂或专用的溶剂。甲醛------甲醛必须与盐酸溶液隔离,否则这两种化合物的气体会形成二氯甲基醚(致癌物质)。当甲醛含有泡沫是表示尚未有反映是可以接受的,当树脂含有甲醛时要避免过高的温度和保持适当的通风。乙二醇醚和醋酸盐---导致畸形,如用做抗光剂需有环境,卫生,安全单位严格管制。四氟化碳---破坏臭氧层的主要原因,但四氟化碳聚脂是不受管制而且是可接受的材质。3-1信息产品绿色环保塑料外壳外壳应该含有极少量的小零件,小零件应该使用同样的塑料材质几颜色塑料材质必须不可以含PVC或PVCD成份,在零件尚必须打上该材质的编号和记号。如塑料材质因为要更稳定或配色或防火而需使用添加物,则禁止1.含有镉,铬,汞,砷,铍,锑以有机的组成,每个小零件最多只能含有50mg/kg的PBB或PBBO。2.含有铅,氯,溴化物的组成。金属外壳结构以使用SPCC及SECC为主要,铝合金则尽量减少使用,如果非使用铝为金属配件者,须与金属外壳容易拆卸为原则。金属制外壳在制程上不可含有镉,铅,铬,汞金属及塑料的组合件如果可能的话,塑料件及金属件应该分开组装,金属件及铜合金应该避免黏合使用。电子组件1.PVC材质只使用在Cable的产品上面2.非含有PCBV的电容器3.不含水银的开关4.零件间如果是非黏着性密接,废弃时候须拆卸及分类5.不含铍成份的零件包装只有纸张、玻璃纸、纸板、聚乙烯和聚丙是被允许的。塑料和纸板的组合是不好的一种包装方式。包装材质应该打上能够回收的标志,黏贴胶布应该只能含有聚合丙烯及黏贴层。该种胶布尽量少用因为无法回收。印刷材料为传递信息或促销用的印刷标签应该印刷在能回收使用的纸上,以及用氯漂白的纸上。纸的加工方式必须载明在纸上,含有塑料成份的纸或纸板应拒绝使用。产品结构设计资料--塑料材质热硬化性塑料---在原料状态下是没有什么用,在某一温度下加热,经硬化作用,聚合作用或硫化作用后,热硬化塑料就会保持稳定而不能回到原料状态。硫化作用后,热硬化塑料是所有塑料中最坚硬的。热塑性塑料---象金属一样形成熔融凝固的循环。常用有聚乙烯(PE)、聚苯乙烯(PS)、聚氯乙烯(PVDC)。ABS:成分聚合物1.丙烯晴---耐油,耐热,耐化学和耐候性。2.苯乙烯---光泽,硬固,优良电气特性和流动性。3.丁二烯---韧性。螺杆对原料有输送,压缩,熔融及计量等四种功能。螺杆在旋转时使之慢慢后退的阻力为背压。背压太低,产品易产生内部气泡,表面银线,背压太高,原料会过热,料斗下料处会结块,螺杆不能后退,成型周期延长及喷嘴溢料等。压力的变动在一两模内就可知道结果,而温度的变动则需约10分钟的结果才算稳定。2-1电镀塑料电镀时,须先进行无电解电镀,塑料表面形成薄金属皮膜,形成导电物质后再进行电解电镀。印刷1.网版印刷:适用于一般平面印刷2.移印:适用不规则,曲面的印刷文字3.曲面印刷:被印物体旋转而将文字与油墨印上常用工程塑料NORYL---PPO和HIPS合成,在240~300℃成型加工,须用70~90℃高模温。ABS---在170~220下成型加工,模温40~60℃即可。2-2ABS系列成品设计及模具加工最佳的补强厚度t=70%成品工称肉厚(T),角隅圆角的外圆R=3/2*
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 小安show
小安show
本文标题:产品结构设计准则-壁厚篇(doc39)(1)
链接地址:https://www.777doc.com/doc-479591 .html