当前位置:首页 > 商业/管理/HR > 管理学资料 > 基于PLC的运料小车设计论文完美版本
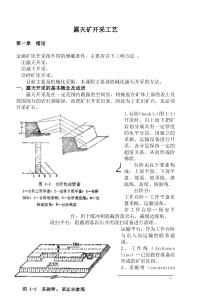
目录摘要及关键字................................................错误!未定义书签。1.前言......................................................................11.1选题的目的和意义........................................................11.2国内外的研究现状和趋势..................................................22控制系统介绍和控制过程要求................................................22.1控制系统在运料小车的作用和地位..........................................22.2控制系统介绍............................................................33送料小车系统方案的选择....................................................43.1可编程控制器PLC的结构,工作原理及优点.................................43.2小车送料系统方案的选择..................................................74STEP7-Micro/WIN32编程软件介绍及功能.....................................84.1STEP7-Micro/WIN32编程软件介绍..........................................84.2、基本功能...............................................................85.1送料小车PLC的I/O分配表..............................................105.2PLC端子接线图.........................................................115.3梯形图分段设计.........................................................125.4程序运行原理说明调试与完善.............................................165.5系统总梯形图设计.......................................................175.6小车程序设计...........................................................21参考文献...................................................................23谢辞......................................................................241基于PLC运料小车的设计王贤玲(德州学院机电系,山东德州253023)摘要:本设计的目的是为了实现送料小车的手动和自动化的转化,改变以往小车的单纯手动送料,从而减少劳动力,提高生产效率,实现自动化生产!而且本送料小车的设计是在考虑到工作环境恶劣,不允许人进入工作环境的情况下设计而成的。本文从第一章送料小车的系统方案的确定为切入点,介绍了选用PLC控制小车的原因;第二章介绍了送料小车的所应该达到的控制要求;第三章对所使用的STEP7-Micro/WIN32编程软件进行简要介绍及其功能的了解;第四章根据控制要求进行了小车系统的具体设计,其中包括端子接线图、梯形图(分段设计说明和系统总梯形图)和程序指令设计;最后得出相应的结论。关键词:PLC;送料小车;控制;程序设计Abstract:Thedesignistoachievethetransformationofmanualcontrolandautomation,changethepastsimplemannualmanufacurtion,reducetheworkforce,increasedtheproductivity,realizetheautomatedproduction!Andthedesignofautomatedcarisdesignedasaresultofbadworkingconditionswhicharenotallowedtoentertheworkingenvironmentofthecircumstances.Thisarticleisfromthefirstchapter-theidentificationofthesystemofthecarasanentrypointtointroducethereasonwhyuseyhePLCtocontrolthecar.ChapterIIintroducedtherequriementsofthecarshouldbeachieved..ChapterIIItheintronductionofthesoftwareandthefunctionofSTEP7-Micro/WIN32.Chater4designthesystemofthecaraccordingtothecontrolrequirementsspecificly,includingtheterminalwiringdiagram,ladderdiagram(Sub-totalsystemdesigndescriptionsandladder)andproceduresforinstructiondesign;thefinalconclusion.Keywords:PLC;FeedingCar;Control;ProgramDesign1.前言1.1选题的目的和意义小车自动运料系统,由于其控制简单你,成本低,因此广泛应用于车站、码头、仓库,矿井等生产场所。但传统夫人接触继电器控制系统,有着其自身的缺点。例如:整个运行过程中,小车的速度很难测定,如果太快,启动和制动是由于存在小车惯性很容易造成物料的掉落、抛洒、这样就不能实现安全的启动。随着经济的不断发展,运料小车的应用也不断扩大到各个领域。早期运料小车电气控制系统多为继电器——接触器组成的复杂系统,这种系统存在设计周期长,体积大、成本高等缺陷,几乎无数据处理和通信功能,必须由专人负责操作。现将PLC应用到运料小车控制系统,可实现运料小车的自动化控制,降低性的运行费用。Plc运料小车电气控制系统具有连线简单,控制速度快,精度高,可靠性和可维护性好,安装、维修和改造方便、设计施工调试周期短等优点。2在自动化生产线上,有些生产机械的工作台需要一定的顺序实现自动往返运动,并且有的还要求在某些位置有一定时间的停留,以满足生产工艺要求。用PLC程序实现运料小车自动往返顺序控制,不仅具有程序设计简单、方便、可靠性高等特点,并且程序设计方法多样,便于不同层次的设计人员的理解和掌握。1.2国内外的研究现状和趋势(1)国内现状:我国可编程控制器的引进、应用。研制、生产是伴随改革开放开始的。最初是在引进设备中大量使用可编程控制器。接下来在各种企业的生产设备及产品中不断扩大了PLC的应用。目前,我国自己已经可以生产中小型可编程控制器。(2)国外现状:在生产过程中,大量的开关量顺序控制,它按照逻辑条件进行顺序动作,并按照逻辑关系进行联锁保护的控制,及大量离散量的数据采集。传统上,这些功能是通过气动或电气控制系统来实现的。(3)发展趋势:限于当时的元器件条件及计算机发展水平,早期的PLC主要有分立元件和中小规模集成电路组成,可以完成简单的逻辑控制及定时、技术功能。20世纪70年代初出现了微处理器,人们很快将其引入可编程控制器,使PLC增加了运算、数据传递及处理等功能,完成了真正具有计算机特征的工业控制装置。随着经济的发展,运料小车不断扩大到各个领域,从手动到自动,逐渐形成了机械化、自动化。将PLC应用到运料小车电气控制系统,可实现运料小车的自动化控制,降低系统的运行费用,它功能强大,可扩展到多达128I/O点,且能增加特殊功能模块或扩展板。通信和数据连接功能选项使得FX1N在体积、通信和特殊功能模块应用方面非常完美。PLC在运料小车控制系统的应用,具有巨大的经济和社会价值。2控制系统介绍和控制过程要求2.1控制系统在运料小车的作用和地位目前在现代化工业生产过程中,为了提高劳动生产率,降低生产成本,减轻工人的劳动负担,要求整个工艺生产过程全程自动化,这就离不开控制系统的辅助。所以可以说控制系统是整个生产线的灵魂,对整个生产线起着指挥的重要作用。一旦控制系统出现故障,轻者影响生产线的继续顺利进行,重者甚至发生人身安全事故事件,这些都会给企业造成3重大损失。送料小车是基于PLC控制系统设计的,控制系统的每一步动作都直接影响作用于送料小车的运行,因此,送料小车性能的好坏与控制系统性能的好坏有着直接相关的联系。送料小车能否正常运行、工作效率的高低都与控制系统息息相关。2.2控制系统介绍其中文档1为初试真题,因为东大机械近十年初试题型、范围基本没变,所以大家对早几年的真题要同等程度重视。文档2为真题答案,03至07年的,按题型分类做的,是我本人之前应一个外校老同学要求做给他看的,由于当时本人复习水平有限,不敢保证百分百正确,大家仅作参考。至于后面几年的答案,我若有空再整理一下,也期待其他学长能积极提供。文档3为复试电工99至04真题,用A3纸打印。文档4为电工09,10真题。电工11年及12年考试范围与之前不太相同,电机部分这两年没考,各位注意。图2-1送料小车本控制系统只要是用于控制送料小车的自动送料。它既能减轻劳动工人的工作强度又能自动准确快速的到达工人不能达到或很难到达的预定位置。如图1-1,推车机可以沿轨道上下移动,到达预定位置。推车机上有一个小型泵站,通过控制电磁阀换向使两油缸伸出缩回,从而顶出送料小车,再由各个仓位控制要料从而实现设计目的。用PLC对送料小车实现控制,其具体要求如下:(1)送料小车1的动作要求:送料小车1负责向四个料仓送料,在从左到右的送料路上共有4个料仓(其位置开关为SQ1,SQ2,SQ3,SQ4),它们分别受PLC的四个端口(I0.0,I0.1,I0.2,I0.3)检测,当信号状态为1时,表明运料小车到达该位置。小车行走又受两个信号的驱动,其中Q0.4驱动小车左行,Q0.5驱动小车右行。料仓要料由4个手动按钮(SB1,SB2,SB3,SB4)发出(对应于PLC为I0.4,I0.5,I0.6,I0.7),按钮发出信号后其相应指示灯变亮(HL1-HL4),同时指示灯受PLC的Q0.0-Q0.3控制。4送料小车2的动作要求:送料小车2负责向四个料仓送料,在从左到右的送料路上共有4个料仓(其位置开关SQ11,SQ12,SQ13,SQ14),它们分别受PLC的I1.0,I1.1,I1.2,I1.3检测,当信号状态为1时,表明运料小车到达该位置。小车行走又受两个信号的驱动,其中Q1.5驱动小车左行,Q1.4驱动小车右行。料仓要料由4个手动按钮(SB11,SB12,SB13,SB14)发出(对应于PLC为I1.4,I1.5,I1.6,I1.7),按钮发出信号其相应指示灯变亮(HL11-HL14),同时指示灯受PLC的Q1.0-Q1.3控制。(2)运料小车的行走条件:运料小车右行条件:小车在1,2,3号仓位时,4号仓要料;小车在1,2号仓位时,3号仓要料;小车在1号仓位时,2号仓要料。运料小车左行条件:小车在4,3,2,0号


 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 炫霜影
炫霜影
本文标题:基于PLC的运料小车设计论文完美版本
链接地址:https://www.777doc.com/doc-4817653 .html