您好,欢迎访问三七文档
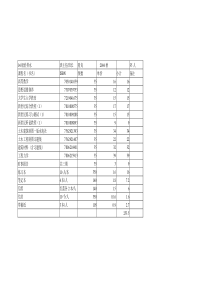
制造移动库存检验顾客◆●■▲★产品过程产品/过程规范/公差数量与采购单.供方送货单一致材料牌号供方名录.与采购单.供方送货单一致包装标识与报检单一致,无破损生产件检测外观.尺寸.性能满足生产件的图纸和技术要求3■原材料入库库位正确.摆放合格设定《仓库定置管理图》利于管理.保证安全.便于消防.支持先进先出5◆生产准备标识物料,按工位分类放置、设备检查、文件样件目视设备操作规范、文件受控外观外观整洁;各零部件安装、压接到位;无错装、漏装;导线无铜线剥断及皮线剥不掉现象尺寸图纸及产品工艺的规定性能满足技术要求标准6◆组装设立《产品零件明细表》正确填写会签《领料单》领料材料领取正确.数量准确,外观及质量状态良好2▲检验原材料4●符合产品用料要求及数量要求1●接受原材料过程流程图零件/过程编号过程名称/操作描述特性方法7▲检验外观尺寸性能满足图纸工艺文件要求8机床检修计划、维修记录、设定工艺参照设备说明书、产品制作工艺9◆包装合格产品制定包装规范外观.包装.合格证满足图纸及检验文件要求10▲检验、入库包装产品外观满足图纸及检验文件要求.数量准确11■储存库位正确.摆放合格设定《仓库定置管理图》、定期检查利于管理.保证安全.便于消防.支持先进先出评价/测量技术容量频率控制方法目测100℅1次/批报检单上报数量与采购单、送货单不一致目测100℅1次/批报检单上报材料牌号、供货厂家与以往有误目测1次/批检验记录表上报.隔离.处置目测.游标卡尺.试验仪器GB28281次/批检验记录表上报.隔离.处置未发现不良接收不合格原材料目测100℅连续仓库定置管理图重新摆放包装破损、卡物不符目测维修保养100℅1次/批自检维修保养记录受控标识调整隔离报修更换目测100%连续首、巡、终检及记录/自检调整隔离返修1.外观不良;2.安装错位;3.线路不正确;4.漏装零配件;5.铜线剥断、皮线剥不掉直尺游标卡尺适配100%连续首、巡、终检及记录/自检调整隔离1.尺寸长度过长或过短;2.折弯尺寸不合格试验设备100%连续首、巡、终检及记录/自检调整隔离1.错检;2.螺钉扭矩力不够;3.焊接不良;4.端子与护套插拔力不够或过大;5.拉拔力小、铜线压断;6.导电性能不符合电气原理要求1次/批产品明细清单、领料单、物资标签换料/补足差额领料错误100℅仓管员复核/磅秤过程流程图方法反应计划潜在失效目视直尺测力器检测台每批专检调整隔离返工未发现已存在的不合格,不合格品放行定期检修计划、维修保养维护1次每班检修计划、维修维护保养记录停止使用目测1次/批(班)《产品包装规范》返工1.塑料袋、包装箱内数量有误;2.产品合格证错误;3.产品混装;4.产品外包装标识错误;5.包装破损目测1次/批《产品包装规范》入库单拒收1.错检;2.货物清点错误目测1次/批先进先出重新摆放储存超期制造移动◆●●34●◆◆521过程流程图零件/过程编号911◆1213库存检验顾客■▲★产品过程产品/过程规范/公差评价/测量技术容量接受原材料数量与采购单.供方送货单一致目测100℅材料牌号供方名录.与采购单.供方送货单一致目测100℅▲检验原材料包装标识与报检单一致,无破损目测生产件检测外观.尺寸.性能生产件的图纸和技术要求目测.游标卡尺.试验仪器■原材料入库库位正确.摆放合格利于管理.保证安全.便于消防.支持先进先出目测100℅领料材料领取正确.数量准确符合产品用料要求及数量要求仓管员复核/磅秤100℅配料材料正确材料.色母/粉牌号标识正确目测100℅配料比例正确参照《注塑零件注射工艺卡》中配料比例要求天平/磅秤称重100℅注塑机工艺设定﹙时间.温度.压力﹚参照《注塑零件注射工艺卡》目测设备.工装的维护保养参照《设备说明书》《注塑模具维修保养指导书》定期检修.日常点检,保养1次特性方法过程流程图过程名称/操作描述▲检验合格产品外观.尺寸满足图纸及检验文件要求目测.量具测量包装合格产品外观.包装.合格证满足图纸及检验文件要求目测▲检验、入库包装产品外观满足图纸及检验文件要求.数量准确目测■储存库位正确.摆放合格定期检查利于管理.保证安全.便于消防.支持先进先出目测频率控制方法1次/批报检单上报1次/批报检单上报1次/批检验记录表上报.隔离.处置1次/批检验记录表上报.隔离.处置连续仓库定置管理图重新摆放1次/批注塑产品定额表.领料单换料/补足差额连续配料记录重新计算配比连续配料记录返工1次/1小时《工艺监控记录记录表》调整机器参数每班《设备点检记录表》《模具跟踪卡》擦拭维修方法反应计划过程流程图1次/批(班)签章确认返工.隔离处理1次/批(班)《产品包装规范》返工1次/批《产品包装规范》入库单拒收1次/批先进先出重新摆放
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 a63131644
a63131644
本文标题:装配过程流程图
链接地址:https://www.777doc.com/doc-4820119 .html