您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 信息化管理 > 关于全部推进锅炉钢结构产品生产制造工艺情况
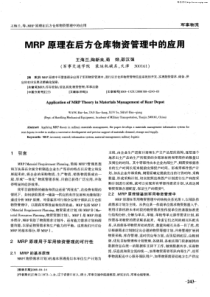
关于全部推进锅炉钢结构产品生产制造工艺改进情况说明一、锅炉钢结构产品生产制造回眸自2010年起至2011年6月止,武汉龙净公司承接并交付完成武特锅钢支架产品共11台套,济南锅炉钢支架产品供3台套。历时一年半,武汉龙净公司在该类项目生产与制造过程中走过了一条艰难曲折的里程。而今,武汉龙净公司通过自身努力,不断改进,从工艺装备、工艺流程、生产管理等全方位得以全面提升,形成了一套完善的生产和工艺流程,产品质量得到了全面提高。二、工艺装备的大量投入,全面提升产品质量1、数控火焰切割机完成板条类部件的下料,提高了生产效率和切割质量(如下图所示);2010年尹始,由于生产设备不足,对板条类部件多采用半自动火焰切割下料,该种生产方式受操作人员技能限制,生产效率和切割质量难以保证,2010年中期,公司为解决这一生产障碍碍,购置了一台16000*4500数控火焰切割机,便得板类件拉条切割质量得到的彻底改观,确保了批量生产翼板,腹板、盖板等板类件的产品品质。此举极大提高了产品生产效率和产品质量。2、组立机的投入使用,克服了H型钢类的产品制造能力不足(如图所示);上图所示,未投入组立机前,H型钢组立全靠人工组立,其生产效率和产品质量难以保证。为解决这一问题,公司专门购置了一台组立机,组立机的投入与使用,全面解决了H型钢的组立,极大地提高了生产效率和产品组立质量,有效保正了腹板和翼板的垂直度。3、埋弧焊机的投入与使用,全面提升了产品的焊接质量(如图所示)未投入埋弧焊机前,主要焊缝靠手工焊接,其焊接尺寸及外观难于控制。截止2011年4月底,公司共投入台式(1000、1250型)埋弧焊机共七台,该设备的投入与使用,全部提升了产品主焊缝的焊接质量,彻底解决了过去传统手工焊接焊缝成形差的质量缺陷。4、翼缘校平机的投入与使用,彻底解决了翼缘产品火焰校平的质量缺陷;如上图所示,未投入翼缘校平机前,产品全靠人工火焰校正,质量难于保证。为彻底解决翼缘校平问题,公司购置了一台翼缘机,上图为经过翼缘校平机校平后的板拼H型中柱和下柱产品预拼装情况,其两柱体端平面对接情况良好。5、端面锯设备的投入与使用,彻底解决了过去靠手工切割柱体面的加工方式(如图所示)2010年初,未购置端面锯前,由于无端面洗或端面锯设备,柱体端面仅靠手工火焰切割,其端面切割质量取决于操作都的技术水平,其端平面度难于批量确保。公司为解决此问题,新购置了龙门式端面锯床并投入使用,全面解决了上述柱类及型材的端面切割问题,柱类长度尺寸控制得以保证。6、工艺工装的改进全面提升了产品制作质量(如图所示)如上图所示,采用大板梁组装胎组装锅炉重要构件大板梁,其组装效率和产品质量得到了全面提升。在工艺改进前,柱端坡口采取手工火焰切割,坡口端面角度大小不能满足图纸要求,且割痕深浅不一致,外观质量差,柱体总长难于控制。通过工艺改进后,如上图所示,采用半自动火焰切割开柱端破口,坡口角度统一且切口质量平整光滑,坡口加工质量完全满足端面铣的要求。7、大力提倡技术比武,全部提升员工焊接技艺公司为提升员工操作技艺,组织并举办了武昌区焊接技术大比武,全面提升了员工比学赶超的技能意识,通过此举活动,全部提升了员工的技术素质和专业技能,极大地提高了产品焊接质量,至2011年五月,公司拥有中高级焊接技师18人,有力地保证了公司高端产品的焊接质量。如上图所示,过去手工焊接采用CO2手工气体保护焊,焊接飞溅和焊缝成形都不理想,公司为了全部提高产品质量,一方面通过焊工技能培训,同时加大辅材投入,采用混合气焊接,使产品质量得到了很大提升。多层多道焊接质量得到了武特锅监造方的高度评价。三、以工艺作业指导书为依据,全面执行标准化作业,有力保证产品制作质量由于前期对锅炉钢结构产品缺乏工艺指导,各生产单位各行其事,生产制作五花八门,产品无统一制作标准工艺,产品质量参差不齐,为此,公司组织专班,对锅炉钢结构产品制作标准和生产工艺进行了深入分析,编辑完成了该类产品的生产工艺作业指导书,并形成工艺文件,使该类产品的生产制造有据可依,统一了生产制作流程,严格按工艺指导书进行生产,在软件和硬件上全部保障了产品质量。详见《锅炉钢结构项目作业指导书》。四、加强质量体系正常运行,全面推进标准化管理锅炉钢结构的生产与制造属特种行业范畴,武汉龙净公司为确保该产品符合特种行业需求,在质量体系上予以规范化,从原材料入厂到产品成品发货,实行全面质量管理,有力地确保了该项目制度化规范化进程,按照PDCA模式正逐步提高,公司正全力推进各项工作,为确保12.5规化的全部完成而努力奋斗。质量管理处2011年6月
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 sympat
sympat
本文标题:关于全部推进锅炉钢结构产品生产制造工艺情况
链接地址:https://www.777doc.com/doc-482182 .html