您好,欢迎访问三七文档
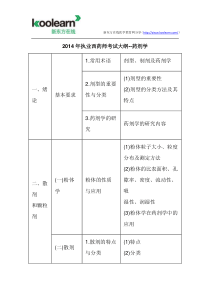
当前位置:首页 > 机械/制造/汽车 > 综合/其它 > 松下焊接机器人教材-应用说明[1].安全篇
Panasonic工业机器人机器人专用教材GⅡ系列<<应用说明・安全篇>>机器人本体:VR2/TA/TB控制装置:WG/G2/GXPYA-1NC/YA-1PC/YA-1QC/YA-1RC/YA-1SC系列唐山松下产业机器(有)机器人学校200906-1--目录-第1章设定内容1.启动方式的设定・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P42.启动方式的输入分配・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P53.启动信号的时机和连接端子・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P64.主程序启动方式的设定・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P75.用户功能图标的设定・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P86.用户功能键设定一览表・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P97.动作功能的动作模式重组・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P108.更改电焊机的焊接条件设定(MAG)・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P119.更改电焊机的焊接条件设定①(TIG)・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P1210.更改电焊机的焊接条件设定②(TIG)・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P1311.起弧重试・自动解除粘丝・盖面搭接的设定・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P14第2章常见问题解疑Q1.用外部起动盒起动程序时,该怎样操作?・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P16Q2.作业结束时,可否让机器人总保持相同的待机姿态?・・・・・・・・・・・・・・・・・・・・・・・・P17Q3.在程序中可否加入文字或部件名称?・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P18Q4.可否自动清除粘在喷嘴上的焊接飞溅?・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P19Q5.程序中的次序指令等命令可否像在电脑上一样进行复制、粘贴?・・・・・・・・・・・・・・P20Q6.可以整体复制程序吗?・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P21Q7.可以删除程序吗?・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P22Q8.可否保护程序,使其不被删除?・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P23Q9.机器人的数据能够被保存吗?・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P24Q10.文件中的数据可以发送到SD卡中吗?・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P25Q11.可以将SD卡中的数据发送到机器人控制器或其它机器人中吗?・・・・・・・・・・・・P26Q12.如果想多次使用某个次序指令时,有何简单的方法取出它吗?・・・・・・・・・・・・・・P27Q13.该怎样对产品数量进行计数?・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P28Q14.该怎样确认生产的产品数量?・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P29Q15.该怎样将生产的产品数量清零?・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P30Q16.在运行过程中,可否对焊接条件进行微调?(CO2/MAG)・・・・・・・・・・・・・・・・・P31Q17.在运行过程中,可否对焊接条件进行微调?(TIG)・・・・・・・・・・・・・・・・・・・・・・・・P32Q18.在运行过程中,可否对程序进行编辑?・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P33Q19.在示教模式下,可以确认焊接情况吗?・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P34-2-第3章焊接开始和焊接终了程序焊接开始・终了程序(CO2/MAG/MIG)・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P36第4章发生异常时的处理方法1.发生E1050时的处理方法・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P382.Exxx负载错误・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P393.锂电池电量消耗报警・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P394.停电时的处理方法・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P395.解除超限的方法・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・P40-3-第1章设定内容-4-1启动方式的设定(内容)设定启动手动启动(按击示教器的启动按钮打开文件,并使其只运行一次运行确认)方式自动启动(连续生产运行)-「编号指定方式/主程序方式」<<操作方法>><<设定内容>>[启动方法]手动启动[启动选择方式]自动启动编号指定方式信号二进制主程序方式BCD1.手动启动方法=在窗口中打开文件后,使用示教器的启动按钮开启动程序的方式。<每次都需要选择文件,是一种试运行方式>2.自动启动方法编号指定方式=用外部启动盒选中Prog****编号后,再启动程序的方式。(3种启动选择方式可启动的文件数量各不相同)*要打开另一个和Prog****不同名称的文件时,需使用CALL命令(读入命令)。例)CALLBURAKETO123主程序方式=通过连续启动主程序,把跳转命令分配到输入信号所打开的启动程序中的方式。设定控制器启动方式输入分配输出分配信号/二进制/BCD主程序方式时选择的文件名<设定窗口>编号指定方式编号指定/主程序方式手动启动/自动启动输入信号在程序上的输入分配情况自动起动起动方法起动选择编号指定方式方式指定编号主程序方式起动文件再次读入更多更多无取消运行起动方式BCD-5-2启动方式的输入分配<<输入分配及启动方式>>(编号指定方式)输入分配例=将输入信号设定为程序的编号。程序启动选择输入端子11224384165326647128―256―512―选通8取消―输出分配例(Job应答)程序选择启动输出应答11224384165326647128―256―512―选通8取消―是指将要运行的程序用输入按钮(输入信号ON)设定后,通过按压起动按钮来起动程序的方式。可起动10种程序(输入信号)1.2.4.8.16.32.64.128.256.512.*信号方式下无需连接选通信号是指用二进制(加法)方式的算式拨码开关设定好程序编号,并用选择按钮(选通)进行预约后,再按压起动按钮起动程序的方式。可起动999种程序。「选择例」输入端子1+输入端子3=程序5(P1)(P4)使用BCD(按位设定)方式的算式拨码开关设定好程序编号,并用选择按钮(选通)进行预约后,再用起动按钮起动程序的方式。可起动399种程序。百位十位个位5122561286432168421Job选择输入200100804020108421判定程序编号预先设定好将起动程序分开的主程序,在选择AUTO时,设定的主程序将被自动预约,并进入起动等待状态。通过起动信号(状态输入)进入运行状态,通过程序指定的通用输入,跳转到各个程序,选择的程序将起动。(信号方式)(二进制方式)(BCD方式)<<主程序方式>>即使输出分配不设定,也可起动程序。在前一个程序运行过程中,只需选择下一个程序,即可实现连续预约运行。*但不能预约同一个程序<连续运行(预约)>-6-3起动信号的时机及接线端子(内容)1.(例)BCD方式的起动信号时机图2.次序板接线图<<起动定时图>>初期起动=输入选择+选择(选通)信号|起动信号预约起动=输入选择+选择(选通)信号起动中输出起动选择XXX选择应答XXX选择应答选通起动输入开始运行约0.5s起动选择YYY选择应答YYY约0.2s约0.5s约0.2s预约Prog0ZZZ.prg预约Prog0YYY.prg0.2s以上0.1s以上起动选择选通选择ZZZXXX+YYY=ZZZ启动信号预约YYY<<次序板接线端子>>1通用输入0011外部伺服ON输入2通用输入0022(备用)3通用输入0033运行模式输入4通用输入0044示教模式输入5通用输入0055(备用)6通用输入0066错误解除输入7通用输入0077起动输入IN1|88通用输入008状态输入8停止输入-7-4主程序方式的设定(内容)主程序起动方式的设定及起动。<<操作方法>><设定窗口><<起动>>AUTO打开伺服电源起动输入各选择开关ON<<次序板端子>>设定控制器程序起动方式1通用输入0011外部伺服ON输入2通用输入0022(预备)*3通用输入0033运行模式输入4通用输入0044示教模式输入5通用输入0055(预备)6通用输入0066错误解除输入7通用输入0077起动输入8通用输入0088停止输入状态输入IN1~8(状态输入)(通用输入)←(无需分配)←(从主程序的一览中选择)←(无需设定)MASTER1输入分配输出分配主程序方式自动起动起动方法起动选择编号指定方式方式指定编号主程序方式起动文件再次读入更多更多无取消运行起动方式信号-8-5用户功能图标的设定(内容)可以在用户功能键上设定新功能或更改功能。<<操作方法>><<新设定时>><<更改设定时>>设定TP+自定义键用户功能+登录登录是否保存?+是P3【选择设定项目】【设定P3】【完成设定的窗口】【更改P2的F1】【选择更改项目】【完成设定的窗口】+<(例)选择示教项目时>在F5中插入“换页”-9-6用户功能键设定一览表编辑(机器人动作OFF)示教(机器人动作ON)运行(无)…(无)…(无)…换页换页换页在线编辑跟踪动作过载检气·检丝程序测试锁定电弧示教内容检气·检丝显示XYZ追加命令示教内容显示角度剪切选择坐标系显示通用输入输出复制插补形态显示状态输入输出粘贴(顺)速度电流・电压示教设定追加命令焊接专用输入输出帮助焊接・空走累积时间附加功能示教设定运行状态查找帮助传感数据(※1)替换保存SHIFT-ON数据跳转程序程序保存昀近打开的文件昀近打开的文件程序显示XYZ关闭昀近打开的文件显示角度关闭显示通用输入输出显示XYZ显示状态输入输出显示角度更改示教对象的机构(※2)显示通用输入输出协调坐标系(※3)显示状态输入输出※1当添加了接触传感器后,显示该图标。※2当添加了外部轴协调或机器人间协调功能后,显示该图标。※3当添加了协调功能后,显示该图标。-10-7动作功能的动作模式重组(内容)将动作功能键,在标准的移动模式上组合其它的支点模式。(例)直角动作模式+工具支点模式<<操作方法>>设定TP登录自定义键机器人动作键直角直角+(例)工具+直角移动工具支点外部轴<<重组例>>左上档键左上档键<初期设定>+直角工具关节圆柱用户是否保存?是+机器人动作键可以更改手腕动作的动作坐标系直角工具圆柱用户手腕动作工具直角圆柱用户取消-11-8更改电焊机的焊接条件设定(M
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 噬魂者
噬魂者
本文标题:松下焊接机器人教材-应用说明[1].安全篇
链接地址:https://www.777doc.com/doc-4896436 .html