您好,欢迎访问三七文档
当前位置:首页 > 电子/通信 > 电子设计/PCB > 90PCB钻孔--超短坑槽的加工方法
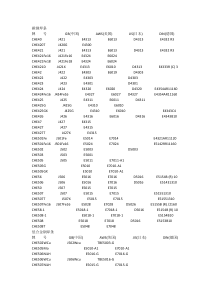
11撰写人:梁XX导师:杨XX2002-08-18版权所有,请勿转载-Lendy.Liang22目录前言原理与分析实验设计实验结果总结33前言为了达到:等要求,通常需要设计坑槽钻孔然而不久前我们发现有些坑槽严重偏短,并受到的可户的有关投诉。如xP42xxx:合格孔过短孔孔径多变定位准确沉铜导通减少流程槽宽准确减少库存详情前言44经跟进分析该类坑槽属于超短坑槽(槽长≤2倍直径)原理与分析长坑槽(槽长2倍直径)问题背景原理与分析.问题背景55超短坑槽的问题坑槽钻孔受力分析因为钻孔机主轴的旋转方向为顺时针方向,在钻孔过程中的受力如下图钻嘴旋转方向钻嘴受力方向第二末端孔第一末端孔设计钻出偏转、变短原理与分析.超短坑槽的问题66发现偏短之坑槽完成长度:40mil客户要求:23.6x47.5(±5)mil[沉金后]PE设计:27.6x51.3mil[钻孔后]LP42715坑槽孔详情估计钻孔后长:42.3~44mil比PE设计偏短达:6.7~9mil回前言原理与分析.超短坑槽的问题77考虑问题的方向钻孔参数(转速、进给、钻觜寿命)钻嘴的牌子、品质、几何特征(如长度)钻孔的叠数钻孔排列设计已进行参数试验,改善效果不明显如改用较短刃长之钻嘴,返磨次数将大减,成本增加很多减少叠数,产量将难以承担;尝试修改设计,减少侧向受力钻孔长度补偿超短坑槽多呈单向偏差,可补偿;但由于偏差范围大,无法达标原理与分析.考虑问题的方向88现已采用的钻孔方法(借鉴经验)PE通过交叉叠钻坑槽手工编织引用程序编织Guild-Line指定1.2mm以下坑槽叠板数比正常叠板数少一钻孔WI指定特殊进给速率基本遵循“二均等分长度法”钻孔排列次序:164738592原理与分析.现已采用的钻孔方法99待探讨的钻孔方法按(从始点至终点的)顺序叠钻钻机直接使用G85(钻坑槽)指令在坑槽末端,设计两(坑槽前)预钻孔类PE现方法,最后孔密度略低通过减少非对称切削区,减少侧向偏移力通过末端孔补充有效长度钻孔排列次序:12345原理与分析.待探讨的钻孔方法1010实验目的确定超短坑槽的钻孔(排列)方式初定超短坑槽钻孔叠数、长度补偿实验设计实验设计.实验目的1111不同特征坑槽分类钻咀mmmil第一坑槽长末端孔第二坑槽长末端孔第三坑槽长末端孔第四坑槽长末端孔T13.18125.00\\\\T20.6023.6247.240.5544.340.5039.430.4535.500.40T30.6525.5951.180.6047.780.5542.390.5038.120.45T40.7027.5655.120.6551.230.6045.340.5540.750.45T50.7529.5359.060.7054.670.6548.290.5543.370.50T60.8031.5062.990.7558.120.7051.240.6045.990.55T70.8533.4666.930.8061.560.7554.200.6548.620.55T80.9035.4370.870.8565.010.8057.150.7051.240.60T91.0039.3778.740.9571.900.8563.060.7556.490.65T101.2047.2494.491.1585.681.0574.870.9066.990.80T111.5059.06118.111.45105.351.3091.581.1081.741.00T121.8070.87141.731.75126.021.55109.301.3597.491.20L=2D-2D/3L=2D-D/2分类L=2DL=2D-D/4实验方案设计实验设计.实验方案设计1212设计不同方法组合及其细节分别用G85、交叉叠钻、顺序叠钻三大类方法设计坑槽落刀。每类落刀设计,又分两种要求:A)无需附加孔B)钻坑槽前,于两末端分别加钻两孔与坑槽末端圆弧内相切即分别制作六条钻带如下:末端孔径要求:满足以上要求,并保证边到边至少有1.5mil以上距离Excel软件计算公式:FLOOR((补偿设计后长度-1.5)/39.37,0.1)/2NC1NC2NC3NC4NC5NC6G85G85+末端孔顺序叠钻顺序叠钻+末端孔交叉叠钻交叉叠钻+末端孔实验设计.实验方案设计1313叠钻最后圆心间距要求见右表:交叉叠钻计算及排列方按PE原有要求.参数:φ≤0.55mm钻嘴使用原转速,进给速度为30IPMφ≥0.6mm以上钻嘴,按原WIL≥2D-D/4L≤2D-D/2φ≤0.80mm1.5~4.0mil1.2~2.5milφ≥0.85mm1.5~4.5mil1.2~3.0mil实验设计.实验方案设计等于最后圆心间距1414坑槽长度补偿的假定原设计槽长度钻嘴大小2D2D-D/42D-D/22D-2D/3φ=1.2mm0344φ1.2mm0233根据已有测试估计实验条件及叠板数假定采用总厚62mil(1/1),双面覆铜板,3块/叠[总叠厚186mil]因坑槽孔内层多无铜连接,故取双面板即可。实验设计.实验方案设计1515钻带设计示意图实验设计.实验方案设计1616优选最佳方案粗选(以最底板之底面测量所得,任取L=2D-D/2之情形)G85顺序叠钻交叉叠钻无末端孔有末端孔(另发现顺序叠钻,孔内塞尘严重,难以清洗)实验结果(选用取得最佳孔形之方法)粗选:G85和交叉叠钻+末端孔方案实验结果.优选最佳方案当年没有记下G85残高参数,现在一般取15、9、6三个值1717再选(以最底板之底面测量所得,任取L=2D-D/2之情形)由于G85指令跟PE自编方式接近,主要差别为最终孔密度不同,故孔形也接近(理论上初步推定后者将较佳)。G85PE自编叠钻PE自编钻孔,孔沿较佳;G85有约0.4mil波浪线小结:最终选择PE自编叠钻+末端孔方案对比如下:实验结果.优选最佳方案1818经过方法改善,仍然会有某些偏差,如下图:接受标准分析(指外形)外形是否合格,将以是否影响功能为基准实验结果.校验完成尺寸是否合格.接受标准分析校验完成尺寸是否合格1919偏转:以单边1.3mil为参考(相对±3mil位置要求精度而言,留1.7mil给钻机原有精度偏差)外形偏差、公差与功能分析长度:以±3mil为接受标准多数要求为±4mil(PTH/NPTH)留1mil给后工序)由于坑槽多为插件孔,插脚本身可以有一定偏转,但大小却不能改变。故假定可以偏转;而大小尺寸却必须符合已知公差宽度:以±2mil为基准NPTHSlot要求通常为±2milPTHSlot要求通常为±4mil实验结果.校验完成尺寸是否合格.接受标准分析2020测量结果宽度:以±2mil为基准尺寸L=2D-2D/3L=2D-D/2L=2D-D/4T223.621.921.721.7T325.624.12423.9T427.628.125.826.7T529.528.628.528.3T631.530.530.630.6均合格,仅列举少量数据示意小结:宽度符合要求实验结果.校验完成尺寸是否合格.测量结果2121长度:以±3mil为接受标准L=2D-2D/3估算长度目标长度补偿后长最下底面第二底面T231.5035.5030.8031.85T334.1238.1234.2934.48T436.7540.7534.5035.76T539.3743.3736.9240.83T641.9945.9941.9141.50T744.6248.6240.8041.96T847.2451.2445.7748.00T952.4956.4950.1452.00T1062.9966.9961.1465.44T1178.7481.7475.5777.91T1294.4997.4994.6995.84尺寸表一小结:长度均在公差要求内,但因槽形不佳,故需在叠板数上予与调整实验结果.校验完成尺寸是否合格.测量结果2222表二目标长度补偿后长最下底面第二底面T235.4339.4335.7738.06T338.3942.3939.3240.12T441.3445.3441.7742.56T544.2948.2943.2945.61T647.2451.2447.2448.90T750.2054.2049.5250.26T853.1557.1553.3854.97T959.0663.0660.0860.80T1070.8774.8772.2073.26T1188.5891.5887.1888.33T12106.30109.30107.09107.57尺寸L=2D-D/2小结:长度均在公差要求内,但因槽形不佳,故需在叠板数上予与调整实验结果.校验完成尺寸是否合格.测量结果2323L=2D-D/4目标长度补偿后长最下底面T241.3444.3443.72T344.7847.7844.88T448.2351.2348.64T551.6754.6751.60T655.1258.1254.58T758.5661.5659.06T862.0165.0162.00T968.9071.9070.21T1082.6885.6883.24T11103.35105.35103.51T12124.02126.02\尺寸表三小结:长度均在公差要求内,槽形合适实验结果.校验完成尺寸是否合格.测量结果2424偏转:以单边1.3mil为参考(确定叠板数后)抽测值在参考范围内(数据略)测值小结:尺寸均合格实验结果.校验完成尺寸是否合格.测量结果2525附图2D-2D/3=L2D-D/2之叠板数(叠板厚)φ0.6mmφ0.8mmφ1.2mmφ1.8mm186mil底面(3pnl/stk)124mil底面(2pnl/stk)实验结果.附图26262D-D/2=L2D-D/4之叠板数(叠板厚)φ0.6mmφ0.8mmφ1.2mmφ1.8mm186mil底面(3pnl/stk)124mil底面(2pnl/stk)实验结果.附图27272D-D/4=L之叠板数(叠板厚)φ0.6mmφ0.8mmφ1.2mm186mil底面(3pnl/stk)实验结果.附图2828初定钻孔叠数、长度补偿叠板数(叠板厚)L≤2D-2D/3,此类孔一般很少加工主要考虑达到功能尺寸即可(长度±4mil),故暂定坑槽单边大小圆弧相差值小于2mil为参考标准(以利研究)。L≥2D-D/2,此类孔较多,会有部分客户要求(长度±2mil),故暂定坑槽单边大小圆弧相差值小于1mil为参考标准。圆弧相差值测量结果归纳如下:板厚(mil)槽长直径(mm)2D-2D/3≤L2D-D/22D-D/2≤L2D-D/42D-D/4≤L0.60≤φ≤0.80≤120≤120≤1800.85≤φ≤1.45≤120≤180≤1801.50≤φ≤180≤180≤180实验结果.初定钻孔叠数、长度补偿2929长度补偿按叠板数之最底1块,取值得曲线图如下L2D-2D/32D-D/22D-D/4AVG-0.590.890.48STDEV1.390.920.78CPK2.463.374.49以±4mil计算CPK:实验结果.初定钻孔叠数、长度补偿-4-3-2-1012340.600.650.700.750.800.850.901.001.201.501.80mmmil2D-D/22D-D/22D-2D/33030调整补偿考虑叠板上下差异及最底一块的最大偏差,总体上将L≥2D-D/2原有补偿的减1.重新调整余下:原设计槽长度钻嘴大小2D2D-D/42D-D/22D-2D/3φ=1.2mm0234φ1.2mm0223实验结果.初定钻孔叠数、长度补偿3131总结通过实验设计我们得到了超短坑槽的新一种加工方法,并得到了其加工方法的具体参数。使用新的钻孔方式组合,坑槽的尺寸偏差已确保可在±4mil的公差之内;坑槽外形
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 passprtmm
passprtmm
本文标题:90PCB钻孔--超短坑槽的加工方法
链接地址:https://www.777doc.com/doc-49156 .html