您好,欢迎访问三七文档
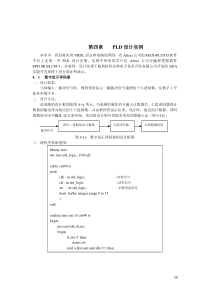
ElectrochemicalmachiningIndustry电化学加工——电解加工王广灿Industry主要内容•一、电化学加工的基本原理•二、电化学加工的分类•三、电解液•四、电解加工的基本规律•五、精度成型规律•六、电解加工的基本设备•七、电解加工工艺及应用Industry一、电化学加工的基本原理•在阴、阳极表面发生得失电子的化学反应即称为电化学反应,利用这种电化学反应作用加工金属的方法就是电化学加工。•其中,阳极上为电化学溶解,阴极上为电化学沉积。Industry二、电化学加工的分类类别加工方法及原理应用Ⅰ电解加工(阳极溶解)电化学抛光(阳极溶解)用于形状尺寸加工用于表面加工Ⅱ电镀(阴极沉积)电铸(阴极沉积)用于表面加工用于形状尺寸加工Ⅲ电极磨削(阳极溶解、机械磨削)电解放电加工(阳极溶解、电火花蚀除)用于形状尺寸加工用于形状尺寸加工Industry点击添加标题基本原理:金属在电解液中的“电化学阳极溶解”。在工件(阳极)与工具(阴极)之间接上直流电源(如图),使工具阴极与工件阳极间保持较小的加工间隙(0.1~0.8mm),间隙中通过高速流动的电解液。这时,工件阳极开始溶解。12345VA1—直流电源;2—工具电极;3—工件阳极;4—电解液泵;5—电解液-+1、电解加工的机理Industry点击添加标题2、电解加工过程及其特点(1)加工范围广(不受金属材料硬度和强度限制)。(2)生产率高,约为电火花的5-10倍,有时比切削高。(3)加工质量好,无切削力和切削热,表面无残余应力。(4)可用于加工薄壁和易变形零件。(5)工具阴极无损耗。Industry点击添加标题3、电解加工的问题电解加工当前存在的主要问题是加工精度难以严格控制,尺寸精度一般只能达到0.15~0.30mm。附属设备多,造价贵,占地面积大。电解液腐蚀机床,电解液的处理也较困难,污染环境Industry前言三、电解液主要作用基本要求电解液选择的原则Industry前言三、电解液1、作用:(1):作为导电介质接通工具与工件之间的电路(2):在电场的作用下进行电化学反应,阳极溶解顺利并行控制(3):带走电化学反应中所产生的热量和加工区域产生的电化学产物2、基本要求:(1)具有足够的蚀除速度(2)具有较高的加工精度和表面质量(3)阳极反应的最终产物应是不溶性的化合物。加工小孔时要求阳极反应物是可溶性的。(4)价格便宜、性能稳定、操作安全、腐蚀性小Industry前言3、电解液选择的原则•粗加工重点解决效率;精加工侧重加工精度和表面质量;•高温合金叶片侧重保加工精度;钛合金则侧重表面质量。液体的流向Industry前言四、电解加工的基本规律一、生产率及其影响因素1、电化学当量对生产率的影响(1)法拉第电解定律(电化学当量与生产率)以质量计以体积计m—电极上溶解或析出物质的质量(g)V—电极上溶解或析出物质的体积(mm3)K—被电解物质的质量电化学当量(g/A·h)ω—被电解物质的体积电化学当量(mm3/A·h)I—电解电流(A)t—电解时间(h)ItVkItmIndustry前言η—电流效率η>100%块状脱落η太小,钝化膜或其它反应合金ItηVηKItmη%100理论计算蚀除量实际金属蚀除量Industry前言⒉电流密度与生产率金属阳极的蚀除速度I电流密度ithvithhAViAtVivaaIndustry前言3加工间隙对生产率的影响σ-电导率(1/Ω·㎜)UR-电解液的欧姆电压(V)Δ-加工间隙(㎜)RaRRRUvUAIiAURUIARIndustry前言五、精度成型规律⒈端面平衡间隙⒉法向间隙⒊侧面间隙⒋平衡间隙理论应用Industry前言⒈端面平衡间隙端面间隙:垂直进给方向的面,沿进给方向的间隙。端面平衡间隙Δb:工件蚀除速度va与阴极的进给速度vc相等两者达到动态平衡的端面间隙。加工过程达到稳定时的加工间隙达到动态平衡△=△bΔb:0.12~0.8mm,合适:0.25~0.3mmcRbvUcadtdvvcavv0dtdIndustry前言⒉法向间隙法向平衡间隙Δn比端面平衡间隙Δb大,是1/cosθ倍。Cosθ法设计电极45coscoscosbcRnRncnvUvUvvIndustry前言⒊侧面间隙ccRRRvhttvhxtUxdtxUdxxUdtdx22202bbcRsxxhhvUx0202022Industry前言⒊侧面间隙1222bbbbshh侧面不绝缘:轴向截面抛物线侧面绝缘:12bbsbIndustry前言⒋平衡间隙理论应用(1)计算加工工程中各种电极间隙。这样就可以根据阴极的形状来推算加工后工件的形状尺寸(2)设计电极时计算尺寸及修正量,即根据形状尺寸计算阴极形状尺寸(3)选择加工参数,如电极间隙、电压、进给速度Industry前言5、提高加工精度的途径脉冲电解加工小间隙电解加工改进电解液混气电解加工Industry前言1、脉冲电解加工特点(1)阳极表面形成的钝化膜为坚固的蓝黑色光亮表面(2)加工为间歇性,电蚀物有足够的时间排除,提高加工稳定性(3)加工速度要低于直流(4)可充分发挥小间隙加工的优越性Industry前言2、小间隙电解加工C为常数(工件材料、电解液参数、电压保持稳定)1CCvvCvCvaaaaIndustry前言六、电解加工的基本设备1、直流电源2、机床要求:⑴机床刚性20~40KN⑵进给速度稳定⑶防腐绝缘⑷安全措施,氢气(爆炸)3、电解液系统Industry前言3、电解液系统Industry前言七、电解加工工艺及应用⒈深孔、扩孔加工⒉型孔加工⒊型腔加工⒋套料加工⒌叶片加工⒍电解倒棱去毛刺⒎电解刻字⒏电解抛光Industry前言1、型孔加工Industry前言2、型腔加工Industry前言3、叶片加工Industry点击添加标题电解加工诸要素及相互关系谢谢观看THANKSPOWERPOINTIndustry
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 maoxishiwo
maoxishiwo
本文标题:电化学加工1
链接地址:https://www.777doc.com/doc-4917035 .html