您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 咨询培训 > AI环球机器操作基础知识培训
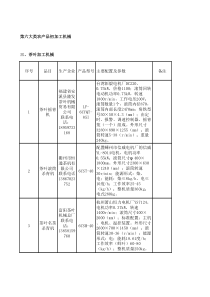
自动插件机(AI)工序培训1.AI常用物料的认识1.1电阻按功率可分为2W、1/4W、1/6W。一般瓦数越大本体越大按精度可分为±1%、±5%。一般本体颜色±1%的浅绿、浅蓝,±5%的浅黄使用色环标识电阻值颜色:棕红橙黄绿蓝紫灰白黑金银数值:1234567890倍率:10110210310410510610710810910010-110-2精度:±1%±5%±10%四色环标识:第一、二环为有效数值,第三环为倍数,第四环为精度五色环标识:第一、二、三环为有效数值,第四环为倍数,第五环为精度四色环标识:五色环标识:阻值:33*101=330Ω±5%阻值:330*100=330Ω±1%1.2二极管IN4148IN524212V-+41484007R104IN4007-+-+FR104-+二极管有标示的一端为负极,反之为正极,本体上均有文字标识(如上图)特别注意:IN4148与IN5242稳压管、IN4007与FR104极为容易混淆,使用时必须观察本体上的标识。1.3三极管三极管主要有9012、9013、9014、8050C、8550C、IC7042它们的跨距为5mm,本体都一样,只是型号标识不同,使用时认清标识。1.4电解电容47uF25V105℃47uF25V85℃47uF16V105℃电解电容有标示白色的一边为负极,反之为正极.规格型号在本体上有标识,跨距有5mm和2.5mm。特别注意:同容量的电解电容有本体不同大小、高矮、超小型之分,或者承受温度不同.使用时看清要求。47uF16V47uF16V85℃100uF16V85℃470uF25V105℃100uF16V85℃47uF16V85℃+-1.5瓷片电容104102103101224473瓷片电容有以上的几种类型,本体上区别极小,只标示有容量的数字,单位为pF容量的表示方法:第一、第二位数字为有效数值,第三位为倍数。例如:101=10*101=100pF2.自动插件机(6241F)操作流程6241F主操作界面6241F整机2.1开机1.观察机器内部是否有异物,确保无可能阻碍各轴移动或输送时会引起机件损坏的杂物轴(XY工作台、转台等)。2.取下机器里面的软盘,有软盘在机器不能启动。3.打开气阀,气阀位置位于机器后部,如图.听是否有异常漏气声音。气关位置气开位置4.打开UPS电源,如图,长按开机键3到5秒,直到绿色的LED灯由闪烁变为常亮为止,不能按的太久,否则是另外一种设置。5.如图,打开机器总开关,机器开始启动,启动过程大概需要8分钟左右开机键关机键关机状态下会一直闪烁的LED灯机器总开关为开位置2.2机器常用菜单和按键介绍下载产品菜单,用来调用程序用来改变生产数量的菜单操作模式选择界面STEP为单步模式,机器一步一步的做分解动作SingleCycle为一个完整动作模式,按下开始键,机器只完成一个完整的动作Fullcycle为全周期模式,此模式下机器会连续动作,生产时需要将模式切换到此模式下停止键按此键时,机器停止运转,同时各个电机是处于带电状态开始键按此键时,机器开始运转,只有里面的LED灯亮时按键才有效此键的作用是在2个窗口连续生产时按此键,机器不会停机等板,转台会连续旋转联锁复位键当机器联锁触发时,需要按此键来消除联锁状态左图为急停旋钮当机器出现紧急故障时,需要拍下此旋钮,拍下后所有电机掉电,以保护机器左图为安全锁要保持机器连续生产,此锁必须拧到OFF位置,当此锁拧到ON位置时,即使安全门打开也不会触发联锁,而且机器也不会连续生产,需要一直按下开始键才行2.3上料指导上料时,可以将分配头拆下再装料,这样的好处就是可以目视检查是否料装到位,一般来说装到位的几率比较高,如果没有装到位,很可能造成卡料,缺点就是太慢;也可以直接不拆分配头,直接顺着导槽装料,这样比较快,但不好确定是否装到位,熟练的话建议用这个方法将料拧到这个位置,也就是再拧一格,料就会掉下来的位置,才算装好,否则有可能开始会漏1、2个料0.5mm左右同时应该检查如图所示的距离(引脚出来的距离)在0.5mm左右,左边的也是一样,距离太小很容易造成卡料如图所示,也应该检查料装上去后料是否过紧或者过松,一般来讲,料左右可晃动距离为0.5mm以内为合格采用直接装料时,当其对应的LED灯亮2下,就需要停止拧了,这个位置就是料装好的位置,再拧,料就要掉到链条上面了2.4机械调节机器调节比较简单,但也需要细心调节调好后,检查板子是否可明显晃动,若晃动超过0.3mm则需要重新调节同时应该检查定位片附件10mm内是否有机插元件,如果有则需要重新定位2.5孔位修正为了达到良好的插入效果在每次转产时,需要照孔。首先打开所要生产的程序,弹出如下画面如果insertionlist窗口没有出现,可以点击图中鼠标所示的菜单继续点击insertionlist窗口中的options---Teachingsertions,弹出如图所示的窗口接着,选中第一点,单击MovetoHole,机器将会移动X、Y轴到所选点然后,点击CorrectMachineReference,将改点设为机器参考点,点击Findhole确认下接着,点击CorrectAll,校正所有的坐标如果所做的程序为拼板程序,还必须在校正完母板坐标后,点击图中CorrectCircuitOffset,校正其他拼板坐标,还有几拼板就需要点击几下Findhole确认下照完孔之后,一定要点击PRODUCT——Save,保存刚才的更改2.6调用程序生产点击LoadProduct菜单,将弹出如下的窗口选中所需要的程序,并在RequestedCount(需求数量)中输入所需要生产的数量,刚开始时,都需要将数量设为1,以防止由于生产错误造成物料的浪费,点击OK确认生产前需要确认该产品需要的料站是否都已经上好料、上正确料,点击DispenseHeads----DispenseHeadList,可查看该产品所需要的料站(如下图),并根据上料表检查所上的料是否正确,方向是否正确待检查完毕后,就可以按开始键,进行首件生产。生产出来对完首无误,并且产品品质良好,就可以加套数进行批量生产点击ChangeProductCount,弹出上图窗口,在图中文本框中,可以设置需要生产的数量,点击Update进行确认需求数量完成数量进程中数量2.7关机关机过程比较简单。在关机之前一样要将进程中的料生产完,以免造成物料的浪费。点击机器显示器左下端ShutDowm菜单,接着按照提示点击”确认”,待显示器提示关闭机器电源时,就可以将机器总电源开关拨到OFF位置,接着关气,关UPS3.自动插件机(6380B)操作流程3.1开机(参考6241F)3.2机器常用菜单和按键介绍(参考6241F)3.3上料指导松开图中标注的2个螺丝,装上料,推出导片,调节料的位置,直到料的2边引脚正好在导片的2个槽中,拧紧螺丝,调好斜槽,插好销即可。3.4机械调节(参考6241F)3.5孔位修正(参考6241F)3.6调用程序生产(参考6241F)3.7关机(参考6241F)
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 98711987
98711987
本文标题:AI环球机器操作基础知识培训
链接地址:https://www.777doc.com/doc-4958972 .html