您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 信息化管理 > 钢铁行业Haehne产品培训资料
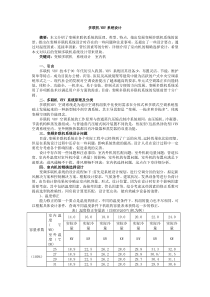
轧制力测量系统1轧制力测量系统2一、系统简介:应变式轧机轧制力测量系统:专门用于各种轧机轧制力测量,特别是现代高速冷、热连轧机轧制力测量。测量系统由轧制力传感器和信号处理器构成。下面的框图示出了应变式轧机轧制力测量系统的组成张力放大器或控制器传感器A传感器B伺服电机磁粉制动器直流电机轧制力测量系统3二、测量原理:应变式轧制力传感器测量原理为电阻应变原理:当传感器的弹性体受到机械力(F)的作用时,弹性体发生应力变形,粘贴到弹性体上的电阻应变片也随之变形,电阻应变片的电阻值发生变化(△R),利用惠斯顿电桥,将应变片的电阻变化转化成电压或电流的变化(△V或△I),从而测出受力的大小,即F--△R--△V--△I。应变式轧制力传感器有多种弹性体结构。目前应用最普遍的有三种:盘型(C1型),环形(C2型),矩形(TI型,又称为长条型),为了适应轧制力测量的特殊要求(诸如:低高度,大力值,恶劣的工作环境,冲击载何等),应变式轧制力传感器的特点:精度高(非线性度:士0.5%,滞后:士0.3%,重复性:0.05%),频率响应快,可测量0~几十KHz的动态范围,抗过载能力强,标定方便。三、安装位置:为了获得尽可能好的测量结果,安装轧制力传感器应遵守下列几个基本原则:要测量的力必须全部通过传感器。传感器应尽可能靠近力源。传感器的位置尽可能远离弯曲力,边界力和扭矩力。轧机的辊缝通常由压下螺丝或液压定位器控制。传感器可以安装在几个不同的位置,但从费用和技术方面考虑,传感器最好安装在下支持辊轴承箱下面。目前有三种最常见的安装方式:(1)在压下螺丝下面;(2)压下螺母与机架底座之间;(3)下支承轧辊轴承箱下面。3.1与液压定位器配合安装当轧机辊缝控制用液压定位器时,传感器可与液压定位器的部分组件集成一体,即与运动活塞集成一体。因为液压定位器是精密制造的单元,因此能很容易地满足与传感器的公差配合要求,而且液体压力的均匀分布能保证传感器有很好的负荷分布。3.2在压下螺丝下对于安装在压下螺丝下,传感器可与止推轴承和均压板组成一体固定到螺丝下,随压下螺丝运动,换辊很方便。这种安装方式的优点是:力的分布好,安装简单,费用低,容易维护。另外,不必研磨轧机机架的任何表面。但这种安装方式需占用轧机牌坊窗口轧制力测量系统4空间。3.3在下支承轧辊轴承箱下若传感器安装在下支承辊轴承箱下面,轧机的下部需要一个足够大的平面。但这种安装方式具有一个最好的特点就是在换辊时,不必移动传感器,传感器的保护条件好。一般新轧钢机多采用此方式。3.4环型传感器安装在机架基座与压下螺母之间当轧机的压下螺丝下和下支承辊轴承箱下没有足够的空间安装传感器时,这种安装方式也使测量轧制力成为可能。这种安装方式的优点是,换辊时不必移动传感器,而且对传感器有很好的保护,一般地,旧轧机改造采取这种方式。轧制力测量系统5四、传感器说明:应变式轧制力传感器经过长期的发展,目前已在各种轧机上普遍应用,逐步取代性能较差的压磁式轧制力传感器,其性能和可靠性已逐步显示出较大优势,是轧制力传感器的发展方向。在传感器内部的电阻应变片作为敏感组件,使用直流激励以获得对力或负荷的快速响应。传感器具有各种弹性体结构形式:矩型,环型和盘型,以及特有的梯型。以适应不同的安装位置。测量范围:0.5MN~100MN(50~10,000吨力)。除用于轧制力测量外,还可用于其它机械的力或负荷的测量,例如:有色金属轧机轧制力的测量,造纸机纸带张力的测量和控制;大力值(≥5MN)的测量。4·1特性:*可直接替换原有的轧制力传感器;*由单块高强度优质合金锻钢加工而成;*焊接密封结构,内充干燥惰性气体,以保持长期稳定性和可靠性;*优良的重复性,线性度和低的滞后性能;*传感器可为标准系列也可为用户特别设计。为了保证正确安装,我们为用户准备了详细的每个传感器和相关组件的装配图。*每个传感器带有标准长度的电缆(根据不同型号而定)。电缆为四芯镀银双屏蔽高温电缆(耐油、耐水),固定连接到传感上。电缆另一端连接到安装在机架顶部的接线盒中。电缆长度也可根据用户需要而定。可提供各种必须的安装配件。*传感器与信号处理器间也可用插头连接。4·2SIA传感器类型SIA轧制力传感有5种结构类型,即盘型(C1)、环型(C2)、圆柱型(C3)、距型(T1)、T形垫块型(T2)。参见下页图片。4·2·1盘型(C2)轧制力传感器C1型盘型轧制力传感器通常适用于安装在轧机的压下螺丝下面。标准系列的工作直经为30mm的倍数,可直接替代现有轧机上使用的压磁式或应变式轧制力传感器,标准系列有25个规格,量程范围:0.6MN~100MN。其它规格可专门为用户设计制造。一般,配带电缆10米。4·2·2环型(C2)轧制力传感器C2型环型轧制力传感器,通常安装在压下螺母与机架之间。环型传感器的标准尺寸对应的标称负荷为2MN~28MN。其它尺寸和规格的传感器可按订货要求制作。一般,配带电缆10米。4·2·3圆柱型(C3)轧制力传感器C3型-圆柱型轧制力传感器,通常安装在压下丝杠与上支持辊轴承箱之间。圆柱型传感器的标称负荷为2MN~10MN。其它尺寸和规格的传感器可按订货要求制作。一般,配带电缆10米。4·2·4矩型(T1)轧制力传感器T1型矩型轧制力传感器通常安装在下支承辊轴承箱下面,也可用于压下螺丝的下面。传感器可以是用户要求的外型尺寸,长度和宽度均为30mm的倍数。这种传感器的标准负荷范围:0.6MN~100MN。一般带电缆15米。4·2·5T型垫块式(T2)轧制力传感器T2型为应变式轧制力传感器特有的弹性体形式。通常安装在下支承辊轴承箱下面。测力范围:0.5MN~60MN。一般带电缆15米。轧制力测量系统66·3传感器的技术性能指标:测量范围:0~100MN非线性度:≤士0.5%F·S桥路电阻:50~700Ω过载能力:300%标称负荷没有零点漂移轧制力测量系统7供桥电压:6~25VDC或AC500%标称负荷性能不改变灵敏度:1.0~2.5mV/V零点漂移:≤士50ppM/℃(在20~+150℃)响应时间:0.1mS工作温度范围:0~150℃绝缘电阻:2000M储运温度:-40~+180℃不重复性:≤0.05%F·S压缩比:传感器高度的0.1%(标称负荷)滞后:≤士0.3%F·S定义:标称负荷(Fnom):即传感器设计要求测量力的数值。滞后:当加负荷从0~Fnom~0循环时,输出信号的最大偏差。通常以此偏差占标称负荷时输出信号的百分数表示。非线性度:为传感器的输出信号曲线与理想的传感器输出信号曲线(即零与标称负荷时输出信号两点联机)之间的最大偏差。通常以此偏差占标称负荷时输出信号的百分数表示。不重复性:为多次重复加某一载荷时,输出信号的最大读数误差,通常以此偏差占标称负荷输出信号的百分数表示。零点的温度漂移:为不加负荷时传感器输出信号随温度的变化。压缩比:为传感器加标称负荷时高度的变化量,以占高度的比例表示。传感器性能指标定义图五、订货指南:5·1矩型轧制力传感器(T1型)标准负荷系列(标称负荷,MN)0.60.81.01.21.62.02.53.04.05.06.58.01012141618202225283035404550566080100轧制力测量系统8长度L:mm1201501802102402703003303603904204504805105405706006306606907207507808108408709009309609901020105010801110114011701200123012601290宽度B:mm70100130160190220250280310370400430460490520550580610订货如下:确定传感器要测量的负荷值,尔后从标准负荷系列表中选取比计算值大的最近的一个标准负荷即可。先确定一个尺寸(长或宽),尔后利用下式计算另一个尺寸(宽或长):BxLx0.0001=F式中,B=传感器的宽度mm,L=传感器的长度mm,F=标称负荷MN(从标准系列表中选取),据计算的B或L,从B或L表中,选取比计算值大的第一个值即可。标明传感器所需电缆长度例如:标称负荷14MN,宽度定为400mm,那么长度将为360mm(从计算值350mm往上靠),当订货时,请注明:----选用的传感器型号,----标称负荷,----长x宽,----电缆长度L例如:T1,14MN,360×400mm,L=10米轧制力测量系统95·2盘型轧制力传感器C1型C1标准系列:标称负荷D1内径D2外径MNmmmm1.61502102.51802403.02102704.02402905.02703206.33003508.03303801036041012.5390440144204701645050018480530205105602254059025570620286006503063071035660740407208004575083050780860558108906081089080840920100870950订货如下:确定传感器的使用负荷,从标准系列表中选取大于计算值的第一个负荷。轧制力测量系统2订货时请注明:----传感器的型号,----标称负荷,----电缆长度L,例如:C1,20MN,L=15米。轧制力测量系统105.3环型轧制力传感器C2型:C2-标准尺寸规格表:负荷MND1mmD2mmD3mmD4mm21001302002402.51001302102503200230300340422525534038052552853804106.5285315420450832035047050010355385525550124004305906201442045062065016450480660690184805107007302050553573576522535565775805255655958208502859562586589530~100MN按用户要求制造。订货须知:确定传感器的测量负荷,从标准系列表中选取大于需要负荷值的一个标准负荷值即可。对于非标准负荷传感器的尺寸不适用的情况下,可根据用户要求制作。对于非标准传感器计算公式:F=兀/4(D3-D2)×0.0001MN订货(标准系列)请注明:----传感器型号,----标准负荷,----D1和D4,----电缆长度。例如:C2-10MN,D1=355,D4=500,L=15米。轧制力测量系统11六、SIA数字式信号处理器DSP8A6·1SIA-数字式信号处理器DSP8A简介:SIA-数字式信号处理器DSP8A,是处理SIA应变式力传感器(或者其他厂家应变式力传感器),例如:用于处理轧制力测量、张力测量、工业称重以及压力传感器和位移传感器信号的微处理机控制的数字/模拟混合式信号处理器。SIA-数字式信号处理器DSP8A为冶金工业的热轧带钢机、冷连轧带钢轧机控制系统提供适宜的控制和显示数据。为了适应不同的应用要求,SIA数字式信号处理器DSP8A采用全数字形式处理传感器的信号,并且可提供数字量和模拟量输出。先进的软件技术,保证所处理的传感器信号的真实性。因此,能够实现对模拟输入信号的快速实时处理。完善的在线诊断功能,连续不断地监视系统运行。微处理机(CPU)、触摸屏显示器、输入/输出模块均安装在标准19˝抽屉式仪表内。本信号处理器采用模块化设计,允许为用户提供多种形式配置的最终产品。6·2SIA数字式信号处理器DSP8A的特点:轧制力、张力传感器的单独值、和、差输出。对于压力传感器则输出单独值、和值、差值。测量单量程、双量程张力,固定夹角或者变夹角情况下,输出张力辊两侧张力的平均值、和值、差值。位移测量,可适用于轧机单侧或双侧绝对位移传感器。调零:可通过主计算机串口、逻辑输入、或触摸屏调整零点。轧制力测量系统12向轧机AGC系统提供模拟输出和数字输出。力、张力、位移值的显示。力值门限值的设定和显示:用户选择作为逻辑输出,可用于轧机的咬钢、
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 inferno315
inferno315
本文标题:钢铁行业Haehne产品培训资料
链接地址:https://www.777doc.com/doc-501136 .html