您好,欢迎访问三七文档
当前位置:首页 > 电子/通信 > 电子设计/PCB > PT200初级-中级培训报告
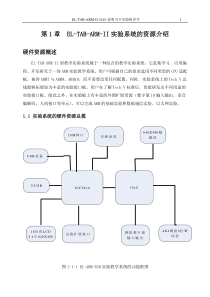
学习报告PT200初级,中级培训报告学习报告PS200需要的硬件支持1.PENTIUM41.8GMHZ2.128MBRAM(推荐256MB)3.40GBHARDDISK(推荐有备份硬盘)4.1.44MB3.5软驱5.CD-ROM驱动器6.WINDOWS2000PROFESSIONAL(英文版)7.10-100M网卡8.UPS(推荐)9.打印机10.网线(连接PS200和PT200)11.HUB集线器学习报告PT200及相关软件与PT200相关软件分为:1.PT200主要功能只是对一条线进行实时控制,及时了解生产状况并且可以对单线进行程序制作程序优化。2.PS200主要功能是与PT200进行通讯制作PARTSLIBRARY和程序与PT200进行上传和下传程序和PARTSLIBRARY。3.SPC200主要功能是与PT200直接连接,对PT200生产情报信息进行定时收集,并且自动制作出生产报表帮助分析良率与效率的软件。4.FCT200主要功能是物料管理,通过条形码来控制物料的去向。包括物料所使用的机台,料站,PCB等均可以做追踪。注:PS200,SPC200都是与PT200进行通讯,而不能直接控制机器学习报告PT200和PS200网络架构CM402MSFCM402CM402MSFPT200HUBPANPROCM402PT200CM402CM402CM402PT200CM402CM402PS200由下图可见PT200电脑通常采用双网卡方式保证正常生产网络通讯正常学习报告PT200电脑安装注意事项1.建议安装PT200电脑分五个区域:C:OS,D:KME文件,E:DATA备份,G:生产情报信息储存,G:备份。2.PT200电脑名称小于8位,建议PT+线体名。3.设定线体中每台设备IP时,通常使用C类IP地址:192.168.10.**SP28:最后一位地址在10-19,其他最后一位在1-255,一般从20开始4.不同要求的网线端子的制作HUB-HUB&PC-PC为对接线;HUB-PC为直线。网线线头排列如下:橙白1-橙2-绿白3-蓝4-蓝白5-绿6-棕白7-棕8绿白3-绿6-橙白1-蓝4-蓝白5-橙2-棕白7-棕8注:CM402HUB与内部网HUB的连接线为对接线。CM402与CM402连线为直线。学习报告PT200用户名和PASSWORD设定启动电脑之后:UserName:createPassword:create备注:create为工程师主操作界面,考虑到实际生产需要,可设定operator(操作员界面),在控制面板内添加用户即可。关闭操作系统只需按下END栏目下的Shutdown键即可。学习报告PT200编辑程序需要的内容使用PT200编辑程序前首先需要有以下数据:1.客户提供的CAD和BOM文件CAD文件主要包括元件的X,Y坐标,ø角度,元件位号。BOM文件包括元件位号和元件料号。PT200编辑五大要素:x,y,ø,partsname,comment。2.客户提供的PCB,PCB连板及连扳尺寸图。3.GERBER文件用于刻网板使用。4.程序需要编辑的物料实体(最好有零件承认书方便测量尺寸)。5.物料包装方式。6.元件位置图。7.PCBASAMPLE。以上数据1,2,必须需要,其余缺少将影响到程序的编辑准确。学习报告PT200编辑的顺序1.对客户提供的CAD和BOM进行整理将其的格式按照有规律的列排列或行排列并且行列可以用代码作区别。2.经过整理过的CAD可以在LINECONVERTER中新建立一个文件,对此文件进行IMPORT进入画面:导入数据:可在当前画面的CADdata栏目中,调用CAD,并打开EditFormat(选中NewFiler),作CAD数据的处理。学习报告编辑CAD文件对CAD进行编辑:1.Readingmode为选择CAD的格式。2.Readingbeginningline为需要编辑的首行。3.Readingendline为需要编辑的最后一行。4.Delimitationcharacter为定义每行每列的分隔符号。5.X为x坐标行或列。Calculation为x的转换的过程。6.Y为y坐标行或列。Calculation为y的转换的过程。7.Angle为贴装角度的行或列,Calculation为j角度的转换过程。8..Partsname为元件的料号所在行或列。9.Comment为元件的位号所在行或列。注:客户有提供BOM与CAD结合的文件要进行BOM与CAD的连接。学习报告CAD文件编辑后的输出1.Boarddata:基板数据:包含Mark信息、OriginOffset2.Blockdata:贴装点数据:贴装坐标、位号、贴装时序(注意:贴装步的次序非正式生产中次序)3.BlockAttribute:拼板数据:拼版Offset值、坏板坐标4.Expansion:扩展:将贴装基板一律扩展为单板程序5.DataCheck:数据检查:贴装坐标、已调用元件信息等进入CAD编辑后按照以下步骤进行编辑:学习报告PCB基本数据的输入CAD文件编辑完后在LINECONVERTER中进行编辑PT2001.Boarddata:基板数据L,W,T,PCB元点,包含Mark信息Mark形状,大小,光亮度,OriginOffset备注:模块设备贴装坐标只有正值,请在导入CAD数据时,注意。学习报告确认BLOCKDATA2.Blockdata:贴装点数据:贴装坐标、位号、贴装时序(注意:贴装步的次序非正式生产中次序)学习报告BLOCKAttrib3.BlockAttribute:拼板数据:拼版Offset值、坏板坐标注:根据PCB的拼板选择合适的角度学习报告扩展BLOCKDATA4.Expansion:扩展:将BLOCKDATA根据Attrib扩展为MOUJNTDATA学习报告DATACHECK元件信息5.DataCheck:数据检查:贴装坐标、已调用元件信息等对首次使用的元件,元件的信息需要进行编辑学习报告PARTSLIBRARY的编辑编辑内容:1.根据元件的PARTSNAME编辑元件的包装方式,一般使用TRAY,FEED,TUBE,BULK等几种类型。2.选择FEEDER类型。3.选择元件包装角度。4.选择编带类型。5.元件重吸次数。6.选择元件类型,编带数量,REF值。7.元件L,W,T.PARTSMACHINEDATA编辑1.元件L,W,T。2.选用元件使用的NOZZLESIZE。3.编辑PICKUP,MOUNT,RECOGNITIONSPEED,VCUUMSENSOR是否使用。4..编辑PICKUP,MOUNT元件保持时间。5.元件PICKUP,MOUNTGAP设定。6.PICKUPOFFSET注:针对QFP,BGA,BARE元件要做细步编辑,TRAY要做TRAY的编辑。学习报告程序的优化完成DataCheck之后,进入SettingData菜单,画面如下:Assign:优化条件设置:吸嘴固定和料架固定为常用优化条件。Simulate:优化结果处理:包括模拟料架、吸嘴配置图、再次优化人工处理。DataCheck:PT生产数据的最终检查确认,保存。学习报告FEEDER,NOZZLE分配设定条件Pass:如被选中,则该设备不作工。NewTerm:建立优化条件EditTerm:编辑选中优化条件DeleteTerm:清除选中优化条件Shiftup:选中优化条件的级别提升(优先性)Shiftdown:选中优化条件的级别下降Partdivision:元件分配料架拆分FeederNumber:库存料架数量设定学习报告优化的技巧1在Partdivision中:IdealCoefficient:设定拆分料架的数值在更改该项数值之后,请参见指示图示(按照生产操作方式,此图仅作参考用)IdealSet:按照设定值自动进行料架拆分,其标准参考值即为Idea值。注:我可以根据Idealcoeffiicient建议值输入相同元件FEEDER的数量。设定条件:根据需求对各项作设定程序将按照指定的要求作优化ModuleGroup:模块组ModuleName:模块名称MachineName:设备名称Stage:A或B工作平台FeederArrange:料架固定NozzleArrange:吸嘴固定DoubleFeeder:是否启用双料架TableModeSetting:工作台模式设定AutomaticNozzleSetting:根据生产程序,系统自动设定吸嘴配置。学习报告优化后结果模拟1Simulate菜单中:按照优化条件取得的线体生产初步周期。其所需要达到的一个标准为:1,整线平衡,即单台设备之间的时间平衡性。2,单台平衡,即模块之间的时间的平衡性。相关名词解释Turn:头部在一个工作台上,取元件至贴装完成即为完成一个Turn。Module:模块,一个工作头HeadUnit(CM402有四个头部单元),即为一个模块,优化以模块作为基本单位。Stage:一个Stage为前后两个工作头(CM402有2个Stage)。Beam:概念同Module。Cnt:元件贴装数量显示学习报告优化后结果模拟2单击设备,即可出现该图示Feeder栏目中,不可修改元件品种:红色:为料架固定指示,再次作优化时,对固定料架不作优化处理。灰色:料架站位屏蔽,优化时,该站位不设置料架。蓝色:正常设置。NozzleHolder/Arrangement:吸嘴在头部或吸嘴站位中的摆放位置。Feederarrangement:列表形式出现料架摆放,可对元件品种作编辑。EachSetting:设备的功能项目设定。值得注意的是:在增加料架或贴装点后,对程序再次作优化后,可能导致整条线体的配置改变。在吸嘴配置合理的情况下,可随意拖动料架,作人工干预优化效果。学习报告PT200优化技巧2Table1Table2Table3Table4贴装周期3434元件点数243224321.同一型号的料架尽可能摆放在一起以保证吸嘴之间的距离等于8*2料架之间的距离,可以做到同吸减少吸着次数缩短吸着时间。例:高速头4头同吸8个料,比单个同吸8个料快0.5S。注:基板的宽度200以下2.CM402的贴装顺序说明:无BADMARK时:基板流入XYTABLE,Table1,3照mark,Table2,4预吸元件,TABLE1,3识别MARK后,Table2,4先进行贴装,故Table2,4可以多进行一次贴装来回。顾可以将多出的点位添加到Table2,4上。例学习报告PT200优化技巧3有BADMARK时:基板流入XYTABLE,Table1先识别PCBMARK,再识别BADMARK.Table3只识别PCBMARK.Table1在识别PCBMARK,BADMARK时,Table2HEAD处于原点状态。BADMARK识别完成后,Table1和Table2才会进行元件的吸着,认识和贴装。此时Table1和Table2贴装顺序不确定根据每个Table上的物料多少来决定。所以使用BadMark后,在Table1吸料数量可能等于或大于Table2的吸料的情况下,可能会出现Table1先贴装的情况。在程序优化时,Table1也可以比Table2多一个Turn.(前提:Table1上的料要便于同吸)另外值得注意的是由于TABLE2,4距离MOUNT位置距离较远,需要尽可能减少移动次数故此可以多放一些易同吸的料,通过减少吸料时间来弥补移动时间,TABLE1多放一些大料,相同的料放在TABLE上不要为奇数避免无法同吸。学习报告程序输出到FILER在LineConvert选择已编辑好的文件点击Export快捷菜单,即可进入该画面。其主要功能在于将已编辑程序通过这一个通道传入至Filer内。学习报告FILER的编辑将转换到FILER的文件进行DATACHECK,DATACHECKOK后,即可DOWNLOAD到机器上。注:确认机器必须处于通讯状态学习报告FILER中程序的内容1在Filer菜单中,
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码







 tjdglmh
tjdglmh
本文标题:PT200初级-中级培训报告
链接地址:https://www.777doc.com/doc-5045035 .html