您好,欢迎访问三七文档
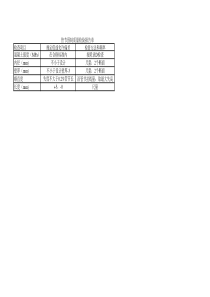
品名品号工序名称规格工艺属性/标准工时12S工序代号1/11图示说明:作业步骤及内容:标准良品:标准1.2-1.8mm1、元器件剪脚后留脚长度符合要求1.2~1.8mm;(特殊要求除外)不良品:NGNG1.8mm锡裂工具辅料数量1、元件留脚太长,影响后续安装(特殊要求除外);1把2、元件留脚太短,或剪脚后形成锡裂。1双各11卷修改审核批准审核:批准:发行日期:制订:剪脚/生产作业指导书ProductionWorkinginstruction通用/管理编号**************电子科技有限公司****ElectronicsCo.,Ltd修改内容修改时间1、取一插件完成品;2、检查上一工序是否漏作业,如有漏作业则返回上一工序;3、作业前需先做好防护措施,戴好防护眼镜和手套;4、对焊锡后所有伸出焊盘长度超过1.8MM的引脚超长部分用剪钳进行剪切,剪切时不能损伤焊点及元件;5、元器件剪脚后留脚长度应符合要求1.2~1.8mm;(特殊要求除外)6、对元件不出脚的底板用美纹纸做好标识,流向在线维修处理;7、其它品质要求参考IPC-A-610C;8、作业完成需进行自检,确认无误后将底板流入下一工序。注:1、引脚剪切时须把引脚完全切断后方可拿开剪钳;2、作业时请轻拿轻放产品,防止产品碰撞损坏;3、生产ROHS产品时,注意材料、工具、辅料的管控;4、作业时需戴好有绳防静电手环;5、按作业指导书无法进行作业及发生异常时及时通知当班负责人。剪脚防护罩\平光眼镜美纹纸白棉手套工具/辅料型号规格剪钳MN-A05品名品号工序名称规格工艺属性/标准工时12S工序代号2/11图示说明:作业步骤及内容:1、焊接方法(五步法):准备加热加焊锡去焊锡去烙铁2、标准焊接良品:标准插装标准焊点⑴、器件平整插装在电路板上,浮高≤1MM,倾斜角≤20°(特殊要求除外)⑵、不允许出现不出脚或足未入的现象,焊点饱满,无虚焊。工具辅料3、焊接不良品:数量1把NGNG1卷连锡、短路空焊包焊修改审核批准审核:批准:发行日期:1、取一上工序完成品;2、检查上一工序是否漏作业,如有漏作业则返回上一工序;3、根据《THT工艺指导书》要求对相应的器件进行焊接或加锡;4、器件焊接方法及注意事项:⑴、根据焊接需求选用电烙铁;⑵、焊接时间不得超过4秒;⑶、焊接类似内单五彩线时,先将锡完全熔化再把器件插入对应孔位,然后移开烙铁;焊接其它元件时,按焊接五步法操作。⑷、要求焊点饱满,无虚焊;不能烫伤器件;⑸、其它品质要求参考IPC-A-610C;5、作业完成需进行自检,确认无焊错、焊反、浮起、烫伤、虚焊等,有则修正。6、确认无误后将底板流入下一工序。注:1、ROHS产品温度管控范围380±30℃;(焊接/补焊特殊器件除外)2、非ROHS产品温度管控范围350±30℃;(焊接/补焊特殊器件除外)3、生产ROHS产品时,注意材料、工具、辅料的管控;4、作业时请轻拿轻放产品,防止产品碰撞损坏;5、无需器件焊接的产品取消此工位;6、作业时需戴好有绳防静电手环;7、按作业指导书无法进行作业及发生异常时及时通知当班负责人。型号规格30W/40WΦ1.0-1.2管理编号**********/器件焊接1****电子科技有限公司****ElectronicsCo.,Ltd生产作业指导书ProductionWorkinginstruction通用/制订:工具/辅料电烙铁/恒温电焊台焊锡丝修改时间修改内容100---品名品号工序名称规格工艺属性/标准工时12S工序代号3/11图示说明:作业步骤及内容:1、焊接方法(五步法):准备加热加焊锡去焊锡去烙铁2、标准焊接良品:标准插装标准焊点⑴、器件平整插装在电路板上,浮高≤1MM,倾斜角≤20°(特殊要求除外)⑵、不允许出现不出脚或足未入的现象,焊点饱满,无虚焊。工具辅料3、焊接不良品:数量1把NGNG1卷连锡、短路空焊包焊修改审核批准审核:批准:发行日期:管理编号**********通用//****电子科技有限公司****ElectronicsCo.,Ltd器件焊接2修改时间修改内容Φ1.0-1.2生产作业指导书ProductionWorkinginstruction30W/40W焊锡丝型号规格1、取一上工序完成品;2、检查上一工序是否漏作业,如有漏作业则返回上一工序;3、根据《THT工艺指导书》要求对相应的器件进行焊接或加锡;4、器件焊接方法及注意事项:⑴、根据焊接需求选用电烙铁;⑵、焊接时间不得超过4秒;⑶、焊接类似内单五彩线时,先将锡完全熔化再把器件插入对应孔位,然后移开烙铁;焊接其它元件时,按焊接五步法操作。⑷、要求焊点饱满,无虚焊;不能烫伤器件;⑸、其它品质要求参考IPC-A-610C;5、作业完成需进行自检,确认无焊错、焊反、浮起、烫伤、虚焊等,有则修正。6、确认无误后将底板流入下一工序。注:1、ROHS产品温度管控范围380±30℃;(焊接/补焊特殊器件除外)2、非ROHS产品温度管控范围350±30℃;(焊接/补焊特殊器件除外)3、生产ROHS产品时,注意材料、工具、辅料的管控;4、作业时请轻拿轻放产品,防止产品碰撞损坏;5、无需器件焊接的产品取消此工位;6、作业时需戴好有绳防静电手环;7、按作业指导书无法进行作业及发生异常时及时通知当班负责人。工具/辅料电烙铁/恒温电焊台制订:100---品名品号工序名称规格工艺属性/标准工时12S工序代号4/11图示说明:作业步骤及内容:1、焊接方法(五步法):准备加热加焊锡去焊锡去烙铁2、标准焊接良品:标准插装标准焊点⑴、器件平整插装在电路板上,浮高≤1MM,倾斜角≤20°(特殊要求除外)⑵、不允许出现不出脚或足未入的现象,焊点饱满,无虚焊。工具辅料3、焊接不良品:数量1把NGNG1卷连锡、短路空焊包焊修改审核批准审核:批准:发行日期:1、取一上工序完成品;2、检查上一工序是否漏作业,如有漏作业则返回上一工序;3、根据《THT工艺指导书》要求对相应的器件进行焊接或加锡;4、器件焊接方法及注意事项:⑴、根据焊接需求选用电烙铁;⑵、焊接时间不得超过4秒;⑶、焊接类似内单五彩线时,先将锡完全熔化再把器件插入对应孔位,然后移开烙铁;焊接其它元件时,按焊接五步法操作。⑷、要求焊点饱满,无虚焊;不能烫伤器件;⑸、其它品质要求参考IPC-A-610C;5、作业完成需进行自检,确认无焊错、焊反、浮起、烫伤、虚焊等,有则修正。6、确认无误后将底板流入下一工序。注:1、ROHS产品温度管控范围380±30℃;(焊接/补焊特殊器件除外)2、非ROHS产品温度管控范围350±30℃;(焊接/补焊特殊器件除外)3、生产ROHS产品时,注意材料、工具、辅料的管控;4、作业时请轻拿轻放产品,防止产品碰撞损坏;5、无需器件焊接的产品取消此工位;6、作业时需戴好有绳防静电手环;7、按作业指导书无法进行作业及发生异常时及时通知当班负责人。管理编号**********修改时间修改内容生产作业指导书ProductionWorkinginstruction通用/器件焊接3/电烙铁/恒温电焊台30W/40W焊锡丝Φ1.0-1.2****电子科技有限公司****ElectronicsCo.,Ltd工具/辅料型号规格制订:100---品名品号工序名称规格工艺属性/标准工时12S工序代号5/11图示说明:作业步骤及内容:标准良品:不良品:NGNGNG空焊位移元件损坏NG锡珠NGNG锡渣裂锡锡尖工具辅料数量1把NGNGNG1卷漏焊包焊连锡1把1卷修改审核批准审核:批准:发行日期:管理编号**********修改时间修改内容生产作业指导书ProductionWorkinginstruction通用/执锡1/元件焊端偏移PCB焊盘1/4以上制订:Φ1.0-1.2剪钳MN-A05美纹纸工具/辅料型号规格电烙铁/恒温电焊台30W/40W元器件破损面积≥本体宽度的1/41、取一上工序完成品;2、检查上一工序是否漏作业,如有漏作业则返回上一工序;3、对电路板上不良现象作相应的修整:包焊——减锡;锡珠、锡渣、锡刺——挑开元件位移、侧立、墓碑——摆正堵塞孔(要求留孔而孔被锡堵塞)——挑开/吸孔短路——挑开冷焊、裂锡、针孔、漏焊、爆炸孔、锡少、虚焊、锡尖——补锡脚长——剪切4、将以下不合格品用美纹纸做好标识,流向在线维修处理:铜箔浮起、缺件、错件、烂件、PCB焊盘脱落/翘起、跷皮、不出脚等;5、其它品质要求参考IPC-A-610C;6、作业完成需进行自检,确认无误后将底板流入下一工序。注:1、ROHS产品温度管控范围380±30℃;(焊接/补焊特殊器件除外)2、非ROHS产品温度管控范围350±30℃;(焊接/补焊特殊器件除外)3、生产ROHS产品时,注意材料、工具、辅料的管控;4、作业时请轻拿轻放产品,防止产品碰撞损坏;5、作业时需戴好有绳防静电手环;6、按作业指导书无法进行作业及发生异常时及时通知当班负责人。****电子科技有限公司****ElectronicsCo.,Ltd贴装元器件的焊端与焊盘均匀饱满覆盖,“形状呈斜三角状态”,无缺件、空焊、位移等不良现象。插件元件的焊点饱满光亮,成形良好,呈“圆锥状”对称均匀,无锡少、漏焊、包焊、拉尖、锡洞、连锡、空焊等不良,焊锡后留脚长度应符合要求。焊点锡太少或无锡,成形面小于元器件焊端的1/3焊锡丝LL102品名品号工序名称规格工艺属性/标准工时12S工序代号6/11图示说明:作业步骤及内容:标准良品:不良品:NGNGNG空焊位移元件损坏NG锡珠NGNG锡渣裂锡锡尖工具辅料数量1把NGNGNG1卷漏焊包焊连锡1把1卷修改审核批准审核:批准:发行日期:管理编号**********焊锡丝美纹纸剪钳生产作业指导书ProductionWorkinginstruction通用/执锡2/****电子科技有限公司****ElectronicsCo.,Ltd焊点锡太少或无锡,成形面小于元器件焊端的1/3插件元件的焊点饱满光亮,成形良好,呈“圆锥状”对称均匀,无锡少、漏焊、包焊、拉尖、锡洞、连锡、空焊等不良,焊锡后留脚长度应符合要求。元件焊端偏移PCB焊盘1/4以上制订:修改内容MN-A05贴装元器件的焊端与焊盘均匀饱满覆盖,“形状呈斜三角状态”,无缺件、空焊、位移等不良现象。修改时间30W/40W型号规格电烙铁/恒温电焊台工具/辅料元器件破损面积≥本体宽度的1/41、取一上工序完成品;2、检查上一工序是否漏作业,如有漏作业则返回上一工序;3、对电路板上不良现象作相应的修整:包焊——减锡;锡珠、锡渣、锡刺——挑开元件位移、侧立、墓碑——摆正堵塞孔(要求留孔而孔被锡堵塞)——挑开/吸孔短路——挑开冷焊、裂锡、针孔、漏焊、爆炸孔、锡少、虚焊、锡尖——补锡脚长——剪切4、将以下不合格品用美纹纸做好标识,流向在线维修处理:铜箔浮起、缺件、错件、烂件、PCB焊盘脱落/翘起、跷皮、不出脚等;5、其它品质要求参考IPC-A-610C;6、作业完成需进行自检,确认无误后将底板流入下一工序。注:1、ROHS产品温度管控范围380±30℃;(焊接/补焊特殊器件除外)2、非ROHS产品温度管控范围350±30℃;(焊接/补焊特殊器件除外)3、生产ROHS产品时,注意材料、工具、辅料的管控;4、作业时请轻拿轻放产品,防止产品碰撞损坏;5、作业时需戴好有绳防静电手环;6、按作业指导书无法进行作业及发生异常时及时通知当班负责人。Φ1.0-1.2LL102品名品号工序名称规格工艺属性/标准工时12S工序代号7/11图示说明:作业步骤及内容:标准良品:不良品:NGNGNG空焊位移元件损坏NG锡珠NGNG锡渣裂锡锡尖工具辅料数量1把NGNGNG1卷漏焊包焊连锡1把1卷修改审核批准审核:批准:发行日期:管理编号**********剪钳MN-A05美纹纸/执锡3焊点锡太少或无锡,成形面小于元器件焊端的1/3元器件破损面积≥本体宽度的1/4制订:修改时间修改内容贴装元器件的焊端与焊盘均匀饱满覆盖,“形状呈斜三角状态”,无缺件、空焊、位移等不良现象。生产作业指导书Product
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码








 madworld
madworld
本文标题:(执锡)作业指导书
链接地址:https://www.777doc.com/doc-5071183 .html