您好,欢迎访问三七文档
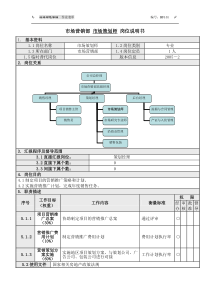
中国石化青岛炼油化工有限责任公司储运单元1208/T-011、T-012球罐内壁喷铝工程施工方案编制:审核:SHE:审批:北京燕华工程建设有限公司青岛分公司二零一一年五月十五日第1页共10页目录1、工程概况…………………………………………………………12、编制依据…………………………………………………………13、施工技术措施……………………………………………………34、质量保证措施……………………………………………………75、HSE管理措施……………………………………………………76、文明施工措施……………………………………………………9第2页共10页1208/T011、T012球罐内壁喷铝工程施工方案1.工程概况本工程为中国石化集团青岛炼化公司1208/T011、T012球罐内壁喷铝工程。由于球罐焊缝做压力容器检测,需要对焊缝处喷铝镀层进行去除,检测后恢复喷铝镀层。根据检测要求,球罐水平中心线以下焊缝都要进行检测,需要对每道焊缝进行处理。根据现场情况及我公司的施工经验,一般对整台容器内壁进行喷砂喷铝处理,具体原因如下:喷铝镀层对金属基层表面的粗糙度有极为严格的要求,要求除锈级别为Sa3级,粗糙度为75μm以上。喷砂除锈时喷砂枪头所喷射的范围约为1平方左右,即每道焊缝左右50cm。这样所造成的修复处理范围,约为整台容器面积的50%左右,且施工中脚手架搭设及机械设备的移动也会造成喷铝镀层的破坏。根据我公司以往的施工经验,施工中由于施工工艺造成的喷铝镀层的间歇时间不得大于24小时,否则由于表面氧化会造成先后喷镀的喷铝层结合不好。容易产生“两张皮”现场,由于此两台容器使用时间都在两年以上,如仅对焊缝进行喷铝处理,新施工的喷铝镀层和原有喷铝镀层的结合度无法进行有效把握。根据喷铝技术要求、现场实际情况和施工经验,本次检测后需对整台容器内壁进行喷铝施工,具体施工方案如下:2.编制依据《涂装前钢材表面锈蚀等级和除锈等级》GB/T8923-88《石油化工设备和管道涂料防腐蚀技术规程》SH3022-1999第3页共10页《热喷涂铝合金涂层及其实验方法》GB9795~9796-88《石油化工建设工程施工安全技术规范》GBT50484-2008《施工现场临时用电安全技术规范》JGJ46-2005《石油化工施工安全技术规程》(SH3505-99)中国石化集团青岛炼化公司2011年大检修计划3.施工技术措施3.1.施工程序脚手架搭设→原有喷铝涂层清除(罐顶及罐壁)→表面喷砂除锈Sa3级(罐顶及罐壁)→分两道喷镀铝镀层≥0.15mm(罐顶及罐壁)→涂刷环氧导静电封孔涂料两道(罐顶及罐壁)→脚手架拆除→罐底施工(同罐顶及罐壁施工程序)3.2.施工准备3.2.1、施工前各上岗人员必须落实到位;材料及工机具准备齐全充足。3.2.2、组织施工员、技术员和操作工人了解和熟悉设计要求及现场的情况,施工前进行详细的技术、安全、质量交底,充分学习业主、总包的规章制度和管理程序。3.2.3、做好材料进场工作,核对材料数量、规格、合格证及相关指标,合格后按要求存放。3.2.4、施工方案报业主审核批准。3.2.5、质量保证体系、安全保障体系建立,人员到位,责任落实,已正常运行。3.3、施工工艺及技术要求3.3.1、表面处理3.3.1.1、表面处理为干式喷砂除锈,喷砂除锈达到《GB8923-88》中的Sa3级,即:除尽金属表面上的油脂、氧化皮、锈蚀等一切杂物,呈第4页共10页现金属本色,并有一定粗糙度;喷砂处理后钢材表面粗糙度为60~80um。3.3.1.2、磨料采用石英砂,粒度均匀,干燥无杂质,使用前必须用6~8目筛网过滤后使用。3.3.1.3、使用的压缩空气应干燥,不得含有水份和油污,并保持运行每间隔4小时排放一次罐内积液,确保防腐施工质量。3.3.1.4、喷砂技术参数为:使用的压缩空气压力保持在0.6~0.7Mpa,喷射角度在45°左右,喷射距离控制在20~40cm,喷射时间控制在20秒左右。3.3.1.5、喷砂除锈必须自上而下,顺序进行。3.3.1.6、除锈后及时用风管、吸尘器对金属面进行除尘处理,经除锈合格的金属表面,不得用手触摸,并尽快进行喷涂,晴天时间间隔不得超过12h,雨天或潮湿的天气不得超过2h。否则应重新进行表面处理。3.3.2、喷铝施工3.3.2.1、表面喷砂处理后2~3小时之内进行喷铝施工,以免表面逐步氧化从而影响镀层与基体的附着。3.3.2.2、喷铝设备使用电弧喷枪,铝丝直径Ф2~3mm,纯度要求99.8以上,而且无油污。3.3.2.3、工艺流程:压缩空气系统经过除油、除水过滤,然后将铝丝由导管放入喷枪,用压缩空气作动力,喷射处理好的基体金属,形成均匀的镀层。3.3.2.4、喷镀环境和温度:一般喷射温度为15℃左右为宜,若结构表面的温度0℃以下时,可先将结构面预热处理。3.3.2.5、操作前的准备使用新的胶管时,应除管内积尘。检查和调整金属丝输送速度。使用喷枪前,应作气密性试验。第5页共10页将压缩空气调在5Kg/cm2-6Kg/cm2内。检查油水分离器的作用是否良好,能否随时放水。3.3.2.6、操作工艺3.3.2.6.1、将铝丝由导管放入喷枪并伸出枪嘴8mm,最长不得超过12mm。擦去铝白和油脂,用净化过的压缩空气,推动铝丝前进,并是熔融的部分形成一种雾状喷射到结构表面上,形成镀层。3.3.2.6.2、空气压力控制在5-6Kg/cm2之间,使镀层粒子获得较高的能量速度,致使镀层颗粒密度增加,减少孔隙,增加镀层附着结合力,提高腐蚀保护效果。3.3.2.6.3、喷射距离:喷枪嘴至罐内壁的垂直距离控制在100-120mm。3.3.2.6.4、喷镀角度:喷嘴中心线与工作面垂直的夹角控制在80o左右,以避免表面上的滑冲现象和驱散现象,从而得到致密附着力强的镀层。3.3.2.6.5、送丝速度:送丝速度一般控制在120~150cm/s,喷铝的次序重量约为2.43Kg/h左右。3.3.2.6.6、喷枪移动速度:为了获得较均匀的镀层,喷枪移动速度必须适当。第一层较慢(第一层喷镀厚度应是总厚度的40-50%);第二层稍慢(同喷漆速度大致相同);一般约为0.3-0.35m/分钟。两层之间的喷镀方向应相互垂直。3.3.2.6.7、喷束的重叠:罐壁喷镀时,根据喷砂处理后的表面面积分为若干小区。喷距在100~120mm之间,喷束宽为4cm~5cm,喷镀时喷束一般应重叠三分之一。,3.3.2.6.8、喷镀时每层间隔:当大面积喷镀时,每区域第一层喷镀完毕后,应保持清洁,不允许手等触及喷镀表面,每层喷镀时在10~15分钟方可进行下一次喷镀。第6页共10页3.3.2.6.9、喷铝涂层总厚度≥0.15mm,分2道完成。前一层与后一层必须进行900或450交叉喷涂,相邻喷涂区应有1/3宽度的搭接。分层喷铝间隔时间不得超过1小时。喷铝时应防止工件表面有局部过热或涂层局部过厚等现象。3.3.2.6.10、储罐喷铝施工采用由上至下逐层进行,先由罐顶开始,喷砂、喷铝、、封孔连续做成。为防止下层喷砂对上层成品的损坏,每层喷砂部分要留500㎜以上不喷铝,喷铝部分要留200㎜以上不进行封孔。拆除脚手架后,罐底一次性完成喷砂、喷铝、封孔工作。3.3.3、封孔3.3.3.1、封孔前先检查喷铝层的质量,如有缺陷应及时修补,如有大的颗粒,用铲铲下后再度喷铝或用枪重熔的办法修补。3.3.3.2、用干净的空气吹去喷铝表面浮尘后方可封孔,时间间隔不能太长,防止喷铝层氧化。3.3.3.3、封孔材料采用环氧导静电涂料,第一遍涂刷时,应薄一些,主要让封孔剂渗透,干燥后再刷第二道。涂层厚度为120um,涂刷应均匀,颜色一致,无流淌现象。3.3.4、镀层检查3.3.4.1、外观检查:主要是用目测镀层外观表面有无杂物、气泡、空洞及凸凹不平颗粒及裂洞现象。3.3.4.2、剥离情况检查:对喷镀层选定25×25mm的检测点,用硬刃的切割工具,将镀层划至基体结构金属,使其成为5×5的小方格,镀层不应产生剥离;采用用小刀或螺丝刀等工具刮基体不太重要的部位或认为质量差的部位。如果只产生新镀层的明亮刮痕,而无脱落现象,即为合格。如脱落面积占检查部位的15%时,则认为不合格。3.3.4.3、厚度检查:采用磁性测厚仪或千分卡尺进行检查(由于喷砂时使基本表面形成了一定的粗糙度,40~60um测量将出现误差,其实第7页共10页际厚度应等于所测厚度的平均值[混合层])。3.3.4.4、孔隙率的检查:清除喷铝层表面的油污、尘土并进行干燥,然后用浸有20g/1000ml的氯化钾溶液的试纸覆盖在喷涂层上5~10min,试纸上出现的兰色斑点不应多于1~3点/cm2为合格。4、质量保证措施4.1、在施工过程中,严格按照ISO9001-2000质量管理程序执行,确保工程质量。4.2、施工前对全体施工人员进行技术培训,提高其技术水平和工作技能。4.3、建立质量保证体系,明确各自的责、权、职,且保持足够的交流、质量反馈。4.4、施工人员必须遵循工艺、操作规定执行,严格技术交底制度,并有详细的记录。4.5、严格检验制度,安排专职质检员,按国家标准对所有工序进行全过程的检验。4.6、每道工序的施工质量都须经自检、互检、专检。技术人员不定期地进行抽检,前道工序检验未被确认,不得进入下道工序施工。4.7、在施工过程中,如出现技术问题,应尽快找出原因并及予以解决,质量问题消除在施工过程中,对不合格的工序及时指出、返工,并重新检验,做好记录。5、HSE管理体系5.1、HSE管理措施5.2、高空作业HSE措施5.2.1、施工前,应逐级进行安全技术教育及交底。并落实所有的安全技术和劳动保护用品,未经落实不得进行施工。5.2.2、高处作业中的安全标志、工具、仪表、设备,必须在施工前第8页共10页加以检查,确认其完好,方能投入使用。5.2.3、高处作业人员必须定期进行身体检查,诊断患有心脏病、贫血病、高血压病、低血压病、癫痫病、恐高症及其它不适宜高处作业的疾病,不得从事高处作业。5.2.4、安全带采用五点式双挂钩安全带。高挂低用,不得采用低于腰部水平的系挂方法,系挂点下方应有足够的净空。不得系挂在有尖锐棱角部位或可移动部位,防止挂钩滑脱。5.2.5、高处作业人员衣着要灵便。禁止赤脚,穿硬底鞋、高跟鞋、带钉易滑鞋、拖鞋及赤膊裸身从事高处作业。5.2.6、酒后严禁高处作业。5.2.7、高处作业场所有可能坠落的物体,一律给予固定或拆除。所用材料必须安放平稳并不得妨碍装卸和通行。5.2.8、高处作业传递工具、零件、材料时采用工具袋或塑料桶,禁止抛掷。5.2.9、作业前检查安全帽、安全带、安全绳是否完好,检查合格后,才能进行高处作业。5.3、施工临时用电HSE措施5.3.1、用电必须严格按照规定办理电票,由电工在指定的地点进行接电,电工必须持证上岗,无证人员不得私自接电,电线要按规定布线,不得私拉乱扯,电工操作必须由两人进行操作,一人监护,一人操作。5.3.2、各种用电设备必须接零或接地保护,保证其安全使用,配电箱必须由良好的防雨接地措施。5.3.3、现场的各种设备必须做到一机、一闸、一保护。5.3.4、施工现场所有的电源接头都要连接牢固,以防产生电火花,引起火灾。5.3.5、电箱、开关箱内不准放置杂物,不准在配电箱周围一米范围第9页共10页内堆放工具、材料。5.3.6、经常对施工用的电缆设备进行巡回检查,如发现破损,绝缘不良的电缆或防护设备不完善的,不能确保安全时,不准继续使用,要重新更换才可使用。5.4、喷涂施工HSE措施5.4.1、施工前,按要求办理密闭空间防腐安全作业许可证,并按相关要进行确认。5.4.2、罐顶通风孔设轴流风机,保持空气流速在25-30m/min以上。5.4.3、对电源线、绝缘物、软管和气路管道在使用前应进行检查,如运转不正常,要立即维修或更换。5.4.4、喷砂工必须按要求穿戴防尘喷砂头盔、穿喷砂服。5.4.5、喷铝的操作工操作时应戴绝缘手套、头盔或面罩,防止紫外线和红外线辐射的灼伤,面罩、护目镜应配以适当深度的滤色片以保护眼睛。5.4.6、喷砂及喷
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 wakefish
wakefish
本文标题:球罐喷铝施工方案
链接地址:https://www.777doc.com/doc-5116331 .html