您好,欢迎访问三七文档
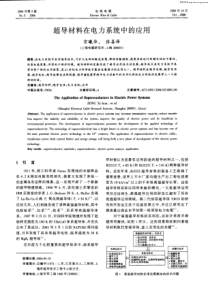
超精密加工的重要特征是超微量切除,背吃刀量可在0.75μm以下,相当于从材料晶格上逐个地去除材料,只有切削力超过晶体内部的原子结合力才能产生切削作用,而加工极限又受刀具刃口圆弧半径的限制。四、金刚石刀具1.超精密切削对刀具的要求1)极高的硬度、耐磨性和极高的弹性模量;2)刃口能磨得极其锋利,刃口半径ρ值极小;3)刀刃无缺陷,以得到超光滑的镜面;4)与工件材料的抗粘结性好、化学亲和性小、摩擦系数低,以得到极好的加工表面完整性。天然单晶金刚石具有优异的特性,虽然价格较贵但被公认为理想的、无法代替的超精切刀具材料单晶金刚石人造金刚石1954年美研制成功,细颗粒(制砂轮)→聚晶金刚石→大颗粒单晶金刚石。大颗粒人造单晶金刚石是在超高压(500MPa)高温(1300℃)下由子晶生长而成。金刚石晶体属于立方晶系,天然单晶多为8面体和12面体,人造单晶常为6面体8面体和12面体2.金刚石的晶体结构金刚石晶体具有各向异性和解理现象,不同晶向的物理性能相差很大。金刚石晶体有三个主要晶面:(100)(110)(111)。金刚石晶体的晶轴100晶面的激光衍射图像110晶面的激光衍射图像111晶面的激光衍射图像垂直(100)晶面的轴称为4次对称轴垂直(111)晶面的轴称为3次对称轴垂直(110)晶面的轴称为2次对称轴金刚石的三个重要晶面(100)晶面:正方形,三个面,三根四次对称轴;(111)晶面:三角形,八个面,四根三次对称轴;(110)晶面:菱形,六个面,六根二次对称轴金刚石晶体的面网及原子排列形式晶体内部分布有原子的面叫作晶面,也称面网面网上原子排列形式、原子排列密度及面网间的距离不同将造成晶体的不同晶向性能差异甚大。三个重要晶面的原子排列形式—最小单元金刚石晶体的面网密度及面网距金刚石晶体(111)晶面硬度和耐磨性最高(100)(110)面网的分布是均匀的,(111)面网间距一宽一窄交替看成加厚面网,宽间距即(111)面间距三个晶面的实际面网密度之比为:(100):(110):(111)=1:1.414:2.308面网的单位面积上的原子数称为面网密度三个晶面的面网密度之比为:(100):(110):(111)=1:1.414:1.154金刚石的解理现象由固体物理学理论知,原子密度较大的晶面之间的距离也较大,面间原子结合力弱,受力时可沿平行该面方向平整的劈开,该现象称为解理现象。金刚石晶体可沿解理面(111)平整的劈开两半研究表明金刚石的破损磨损主要形式是微观解理。3.金刚石各晶面的好磨难磨方向不同晶面耐磨性不同,且同一晶面上不同方向耐磨性亦有很大差别。金刚石的耐磨性可用它的相对磨削率来表示。在高磨削率方向,(100):(111):(110)=5.8:1:12.8对金刚石研磨时,各晶面均有“好磨”和“难磨”方向1101001114.正确选择金刚石晶体方向为了充分发挥金刚石刀具的切削性能和保证加工质量,设计和制造金刚石刀具时须正确选择晶体方向。金刚石晶体定向方法有:1.人工目测定向适于优质规整晶体,方便精度低2.X射线晶体定向X光衍射图像精度高价高有害健康3.激光晶体定向价格低1/10,操作简便足够的精度金刚石晶体的激光定向利用金刚石在不同晶面上对激光反射形成的衍射图像不同而进行定向。5.金刚石刀具设计的主要问题优选切削部分的几何形状前后刀面选择最佳晶面确定刀具结构及金刚石的固定方法金刚石刀具切削部分的几何形状国内多用直线修光刃,制造容易,但要求对刀良好,修光刃应严格与进给方向一致金刚石刀具切削部分的几何形状国外多用圆弧修光刃,对刀容易使用方便,但制造研磨费事。推荐圆弧半径R=0.5~1.5mm金刚石刀具前后刀面晶面的选择国内制造的金刚石刀具,一般前、后刀面都采用(110)晶面(±3°),研磨效率高,容易磨出锋利的刀刃。也有推荐(100)晶面,认为摩擦系数小,刀刃微观强度高,微崩刃机率小国外制造的金刚石刀具,前、后刀面有选用(100)晶面,也有选用(110)晶面,介绍不详。金刚石刀具结构及金刚石固定方法金刚石刀具结构常把金刚石固定在小刀头上,小刀头用螺钉压板固定在刀杆上,也有将金刚石直接固定在车刀刀杆上。金刚石在刀头上的固定方法1.较大颗粒的金刚石上下面磨平用压板固定在小刀头上2.粉末冶金法固定金刚石放在合金粉末中,加压真空烧结,使金刚石固定在小刀头内。应用较多价格较高3.粘接或钎焊固定粘接剂固定强度不高,金刚石易掉,钎焊法固定较好,钎料配方及工艺处于研究阶段。金刚石刀具的研磨加工粗研一颗单晶金刚石毛坯,要做成精密刀具,先要晶体定向,确定前后刀面位置,确定需磨去的部分。仔细检查内部有无缺陷。采用高速旋转铸铁盘加金刚石微粉进行粗研磨。费时很长,要研究提高其效率,找准好磨方向,压力9~12N,先用较粗再用细的微粉精研是制造金刚石刀具的关键工序,主要考虑提高研磨质量,使切削刃更锋利。研磨盘小圆周处加细微粉用于精研,采取逆磨,即沿刃口指向刀体内的方向研磨,切削刃承受压应力,得到锋利完好的刃口。不重磨精密金刚石刀具金刚石刀具的制造研磨及用钝重磨,是一项保密性很强,难度很大的技术。国外多数使用厂不自己磨刀,用钝后送回制造厂重磨。国外有些公司推出一次性使用不重磨的精密金刚石刀具。使用小颗粒金刚石,价格便宜。金刚石钎焊在硬质合金刀片上,用螺钉夹固在车刀刀杆上。金刚石由制造厂磨得很锋利,使用厂用钝后不再重磨。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 草老子就是封不怕
草老子就是封不怕
本文标题:2.4金刚石刀具
链接地址:https://www.777doc.com/doc-5120931 .html