您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > 基于S7-200PLC的装卸料小车控制系统设
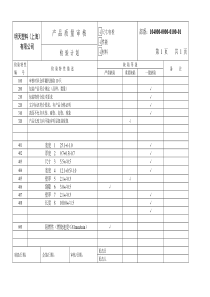
学号1151401121《电气与PLC控制技术及应用》课程设计(2011级本科)题目:基于S7-200PLC的装卸料小车控制系统设计学院:物理与机电工程学院专业:电气工程及其自动化作者姓名:马小军指导教师:张静完成日期:2014年7月4日学生姓名马小军学号1151401121专业方向电气工程及其自动化班级111题目名称基于S7-200PLC的装卸料小车控制系统设计一、设计的主要内容1.设计的目的和意义2.总体设计内容3.硬件设计4.软件设计5.程序调试6.设计总结二.设计要求试利用s7-200plc进行装卸料小车控制系统设计。如下图在生产现场中,尤其是在一些自动化生产线上,经常会遇到一台送料车在生产线上根据要求,多地点随机卸料;或是装料车多地点搜集成品。如果所按选择小车停车位置的按钮号与小车所压下的行程开关号相等时,按下起动按钮,小车停车。不想等则行驶致呼叫站呼叫号相等的行程开关处。三、设计进度安排设计各阶段名称起止日期熟悉设计任务书、设计题目及设计背景资料第一周周一查阅有关资料周二电器元件选择周三至周四绘制电器原理图周五画出I/O接口分配表周六梯形图、程序编写周日至第二周周一程序调试周二至周三打印整理课程设计资料周四答辩及成绩评定周五目录1.设计的目的和意义.........................................................................................................................12.总体设计内容.................................................................................................................................12.1课程设计要求分析.....................................................................................................................12.2课程设计内容...............................................................................................................................23.硬件设计.......................................................................................................................................43.1电器元件的选择...........................................................................................................................43.2电器原理图...................................................................................................................................43.3主电路图.......................................................................................................................................54.软件设计.......................................................................................................................................74.1I/O地址分配表...........................................................................................................................74.2I/O接线图...................................................................................................................................85.软件设计.......................................................................................................................................96.程序调试.....................................................................................................................................157.设计总结.....................................................................................................................................19附录:图(表)录..........................................................................................................................20参考文献.........................................................................................................................................2111.设计的目的和意义现代生产和科学技术的发展,台车呼叫控制系统已经被广泛应用于各种场合,属于物流自动化的一种,使其作业过程的设备和设施自动化,包括运输、装卸、包装、分拣、识别等作业过程,是工业生产的自动运输加工系统,例如台车炉,台车炉是属于周期式作业炉,炉膛不分区域。台车炉的结构:炉底为一可移动的台车。加热前,台车在炉外装料,加热件放在专用的垫铁上,然后由牵引机构将台车拉入炉内进行加热,加热之后再由牵引机构将台车拉出炉外卸料,之后或用吊车将加热的工件吊到锻压设备上进行加工。从台车呼叫控制系统的发展趋势来看,台车呼叫控制系统已往节能,高效率发展,被应用于各种场合,有着广泛的发展前景,真正达到降低物流成本、提高物流效率,被生产企业所接受。2.总体设计内容2.1课程设计要求分析图1PLC的设计流程程序设计与调试分析生产过程,明确设计要求电器电路设计试运行绘制系统原理图选择软件型号总装调试2(1)确定方案:被空对象环境较差,系统工艺复杂,考虑用PLC控制系统。控制很简单,可以考虑用继电器控制系统。用PLC控制,首先要了解系统的工作过程及所有功能要求,从而分析被控对象的控制过程,输入/输出量是开关量还是模拟量,明确控制要求,绘制系统流程图。(2)选择PLC的机型:PLC的可靠性上是没有问题的,机型的选择主要是考虑功能上满足系统要求。机型的选择依据:控制对象的输入量,输出量工作电压输出功率现场对系统的响应速度要求控制室与现场的距离等。(3)选择I/O设备,列出I/O地址分配表:输入设备:控制按钮、行程开关、接近开关等。输出设备:接触器、电磁阀、信号灯等。确定输入/输出设备的型号和数量。分配I/O地址时注意以下几点:把所有按钮、行程开关等集中配置,按顺序分配I/O地址;每个I/O设备占用地址;同类型的I/O点应尽量安排在同一个区。(4)设计电气线路图:(5)程序设计与调试程序设计可以用经验设计或者功能表图设计法,或两者结合使用。(6)总装调试:接好硬件线路,把程序输入PLC中,联机调试2.2课程设计内容试利用s7-200plc进行装卸料小车控制系统设计。在生产现场中,尤其是在一些自动化生产线上,经常会遇到一台送料车在生产线上根据要求,多地点随机卸料;或是装料车多地点搜集成品。3起动SB6停止SB7自动/手动SB8手动左行SB9手动右行SB10小车SQ1SQ2SQ3SQ4SQ5SB1SB2SB3SB4SB5KM1KM2图2小车控制系统图一.自动过程1.如果小车停车位置的按钮号(SB1~SB5)与小车到达的行程开关号相等时,按下起动按钮(SB6),小车停车进行装卸料。2.如果小车停车位置的按钮号(SB1~SB5)大于小车到达的行程开关号时,按下起动按钮(SB6),小车右行,直到两者相等时停车进行装卸料。3.如果小车停车位置的按钮号(SB1~SB5)小于小车到达的行程开关号时,按下起动按钮(SB6),小车左行,直到两者相等时停车进行装卸料。二.手动过程1.如果小车未在行程开关位置时,则按下手动控制按钮(SB8)进行手动控制。2.如果小车位置在右侧,则按下手动左行按钮(SB9),使其到指定位置。3.如果小车位置在左侧,则按下手动左行按钮(SB10),使其到指定位置。43.硬件设计3.1电器元件的选择元件数量S7-200PLCCPU2261个开关按钮10个行程开关5个呼叫指示灯5个位置指示灯5个导线若干三相异步电动机1个继电器2个电源若干表1元器件分配表3.2电器原理图在生产现场中,尤其是在一些自动化生产线上,经常会遇到一台送料车在生产线上根据要求,多地点随机卸料;或是装料车多地点搜集成品。在图中的卸料小车,可根据要求在五个位置卸料,因此,它有三个状态:左行(电动机正转)、右行(电动机反转)、及停车。SQ1~SQ5为五个停车位置的行程开关,小车压上时为ON,SB1~SB5为选择小车停车位置的按钮。5开始起动自动运行呼叫站号与小车当前站号比较小车左行小车右行手动左行手动右行到达呼叫位置到达呼叫位置小车停止小车停止小车停止小于大于等于否否图3原理流程图3.3主电路图三相交流电源引入线采用L1、L2、L3标号,电源开关之后的三相交流电源主电路分别标U、V、W.下图为本设计的主电路原理图,如图2所示。该电路图有KM1和KM2两个接触器,通过分别PLC接通KM1和KM2来控制小车的正反转。假设接通KM1为正转,接通KM2为反转。6图4主电路图74.软件设计4.1I/O地址分配表表2I/O地址分配表输入输出名称代号分配点数名称代号分配点数启动SB6I0.0小车左行KM1Q0.0停止SB7I0.1小车右行KM2Q0.1自动/手动SB8I0.21号站呼叫指示Q0.4手动左行SB9I0.32号站呼叫指示Q0.5手动右行SB10I0.43号站呼叫指示Q0.61号站呼叫SB1I0.54号站呼叫指示Q0.72号站呼叫SB2I0.65号站呼叫指示Q1.03号站呼叫SB3I0.71号站位置指示Q1.14号站呼叫SB4I1.02号站位置指示Q1.25号站呼叫SB5I1.13号站位置指示Q1.3行程开关1SQ1I1.24号站位置指示Q1.4行程开关2SQ2I1.35号站位置指示Q1.5行程开关3SQ3I1.4行程开关4SQ3I1.5行程开关5SQ5I1.684.2I/O接线图图5I/O接线图95.软件设计1011121314156.程序调试STEP7-Micro/WIN32是SIEMENS
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 蟹黄酱
蟹黄酱
本文标题:基于S7-200PLC的装卸料小车控制系统设
链接地址:https://www.777doc.com/doc-5148095 .html