您好,欢迎访问三七文档
当前位置:首页 > 办公文档 > 其它办公文档 > C6150普通车床的数控化改造设计
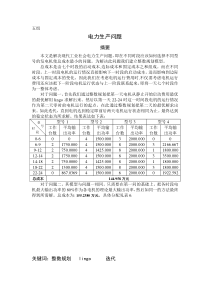
1、C6150普通车床的数控化改造摘要:与普通车床相比较,数控机床作为机电液气一体化的典型产品,可以解决在机械加工中结构比较复杂多变的零件加工的问题,而且加工质量好,生产效率也高。随着科学技术的快速发展,数控机床的占有率已经成为衡量一个国家机械制造业水平的重要标志。购买新的数控机床或者从国外进口是提高产品质量和效率的主要方法,但是费用高,许多工厂在较短时间内没有办法实现,这样就严重阻碍企业设备更新的脚步。采用经济型数控系统对普通机床进行数控化改造,特别适合我国普通机床拥有量大,生产规模小的具体国情。本次设计是对C6150普通车床的数控化改造设计计算,主要是对原有机床的结构进行创造性的设计,最终使机床达到比较理想的状态。其中主要对伺服系统、数控系统等方面做了详细的计算和设计。设计时我先对数控机床系统进行了总体方案的设计,然后对进给系统、齿轮箱传动比及步进电机进行了设计、选型和计算,最后对微机数控系统硬件电路进行了设计。关键词:数控改造步进电动机单片微机ReformingdesignofNCforC6150generall-atheAuthor’sName:QiYan-tingTutor:X。
2、ueXiao-lanABSTRACT:Asarepresentativeproductionofmechanical,electronic,hydraulicandpneumaticintegration,numericallycontrolledmachineshaveastabilizationqualityandhighefficiency,andcansolveproblemssuchascomplexstructure,highprecision,massproduction,partvarietyinmachining.Alongwiththesciencetechnicalfastfiercedevelopment,numericalcontrollingtoolmachinehasalreadybecometheimportantmarkingwhichmeasuresanationalmachinemanufactureindustrylevel.Purchasingnewnumericallycontrolledmachinesisanimportantwaytoi。
3、mproveproductionprecisionandefficiency,butitmaynotcometruetomanyenterprisesbecauseitcostmuch.Adopttheeconomicnumbercontrolssystemtocarryonanumbertocontroltoturnareformationtothecommontoolmachine,particularlyinkeepingwithourcountrythecommontoolmachineowntohavegreatcapacity,thesmallconcretestateofthenationoftheproductionscale.ThisdesignistocontroltoturnareformationtothenumberofC6150commonlather,mainlyonthecreativedesignoforiginalstructureoflathetomakelatherelativeperfect.Whileintheprocess,wedodeta。
4、iledcalculationanddesignofservosystem,NCandsoon.DesignwhenIfirstCNCmachinetoolsystem,theoveralldesign,andthencalculatedthefeedingsystem,thegearboxratioandthesteppermotor,computernumericalcontrolsystemhardwarecircuitdesign.KEYWORDS:NumericaltransformationofMechatronicsSteppingmotorSinglechipmicrocomputer目录1绪论...................................................42机床改造总体设计方案的拟定...........................52.1设计任务..........................................52.2总体方案设计内容..................................52。
5、.3总体方案确定......................................63机床伺服系统机械部分设计和计算.......................73.1确定系统的脉冲当量................................73.2计算切削力........................................73.3滚珠丝杠螺母副的计算和选型........................93.4齿轮箱的计算.....................................163.5步进电动机的选型和计算...........................173.6绘制进给传动机构的装配图.........................234微机数控系统硬件电路的设计...........................244.1硬件电路的设计...................................244.28031单片机的简介及其扩展........................264.3步进电机驱动电路.。
6、................................314.4数控系统的软件设计...............................345总结..................................................41参考文献...............................................421绪论一个企业要在当前竞争激烈的环境中存活就需要迅速地更新和开发出新产品,以最低价格、最好的质量、最短的时间去满足市场需求的不断变化。目前,我国的大多数企业的生产大都采用的是普通的机床,用这种设备加工出来的产品存在很多缺点,在国内和国际市场上缺乏竞争力。普通机床已不再适应现在生产的要求,而数控机床则综合了现在先进技术,最适宜形状复杂、加工小批量、生产周期要求短的零件。当加工对象改变时,只需要重新对零件进行编程,就可以不改变机床继续加工。因此具有很好的柔性,能很好的满足现在产品不断变化的要求。最近几年我们国家数控机床的占有率逐年增加,很多家企业己经开始较多的使用。在这些使用的数控机床中,除了少数机床以FMS模式集成使用外。
7、,大部分处于单机运行状态,而且很大一部分使用效率不高,管理方式落后。而从国外进口数控车床成本又较高,因此普通车床数控改装已成为不可避免的。近年来我国企业的数控机床占有率逐年上升,在大中企业己有较多的使用,在中小企业甚至个体企业中也普遍开始使用。在这些数控机床中,除少量机床以FMS模式集成使用外,大都处于单机运行状态,并且相当部分处于使用效率不高,管理方式落后的状态。2001年,我国机床工业产值己进入世界第5名,机床消费额在世界排名上升到第3位,达47.39亿美元,仅次于美国的53.67亿美元,消费额比上一年增长25%。但由于国产数控机床不能满足市场的需求,使我国机床的进口额呈逐年上升态势,2001年进口机床跃升至世界第2位,达24.06亿美元,比上年增长27.3%,成本太高。所以数控化改造在我国很有必要。数控机床在现在机械行业中的使用用越来越广泛。数控机床的发展,一方面,是功能齐全;另一方面是简单而实用。与普通机床相比,数控机床具有以下优点:第一,高柔性;第二,加工精度和生产效率高;第三,降低了劳动强度;第四,经济效益良好,有利于企业的发展。在国内工厂技术改造中数控机床改造已成为一个重。
8、要的内容。2机床改造总体设计方案的拟定2.1设计任务毕业设计题目:C6150型普通车床的数控化改造设计。毕业设计要求及原始数据(资料):要求:将一台C6150普通车床改造成微机数控车床。对原车床的纵向、横向进给系统进行数控化改造设计,采用MCS-51系列单片机控制系统,步进电动机驱动,开环(或半闭环)控制,具有直线、圆弧插补功能及升降速控制功能,改装后的车床应有自动回转刀架和切削螺纹的功能。系统分辩率纵向0.01mm,横向0.005mm.原始数据:床身上最大工件回转直径:φ500mm刀架上最大工件回转直径:φ300mm最大车削长度:1200mm溜板及刀架重力:纵向1100N横向500N刀架快移速度:纵向2.0m/min横向1.0m/min最大进给速度:纵向0.6m/min横向0.3m/min主电机功率:6kW起动加速时间:30ms机床定位精度:纵向0.02mm横向0.01mm代码制:ISO脉冲分配方式:逐点比较法输入方式:增量值、绝对值通用控制坐标数:2脉冲当量:纵向0.01mm/脉冲横向0.005mm/脉冲刀具补偿量:0~99.99mm进给传动链间隙补偿量:纵向0.15mm;横向0.。
9、075mm自动升降速性能:有2.2总体方案设计内容接到一个数控装置的设计任务以后,必须首先拟定总体方案,绘制系统总体框图,才能决定各种设计参数和结构,然后再分别对机械部分和电气部分进行设计。机床数控系统总体方案的拟定包括以下内容:系统运动方式的确定、选择伺服系统、选择计算机系统、执行机构的结构及传动方式的确定等内容。一般应根据设计任务和要求提出一个总体方案,进行综合分析、比较和论证,最后确定一个可行的总体方案。2.3总体方案确定2.3.1控制系统的选择由于改造后的经济型数控车床应具有定位、直线插补、顺、逆圆插补、暂停、循环加工、公英制螺纹加工等功能,固应选择连续控制系统。考虑到属于经济型数控机床,加工精度要求不高,为了简化结构、降低成本,采用步进电机开环控制系统。2.3.2计算机系统根据机床要求,采用8位微机。因为MCS-51系列单片机可靠性好、功能强、抗干扰能力强、性价高等优点,决定选用MCS-51系列8031单片机。控制系统由微机部分、键盘及显示器、I/O接口及光电隔离电路、步进电机功率放大电路等组成。系统的加工程序和控制命令通过键盘操作实现,显示器采用数码管显示加工数据及机床状态。
10、等信息。2.3.3机械传动方式为实现机床所要求的分辨率,采用步进电机经齿轮减速再传动丝杠,为保证一定的传动精度和平稳性,尽量减小摩擦力,选用滚珠丝杠螺母副。同时为提高传动精度和消除间隙,采用有预加负荷的结构。齿轮传动也要采用消除齿侧间隙的结构。系统总体方案框图见图2-1。图2-1系统总体方案框图3伺服系统机械部分的设计和计算3.1确定系统的脉冲当量脉冲当量是衡量数控机床加工精度的一个基本技术参数,经济型数控车床常采用的脉冲当量是0.01~0.005mm/脉冲。任务书中直接给出了脉冲当量:纵向0.01mm/脉冲,横向:0.005mm/脉冲。3.2计算切削力车削外圆时的切削抗力有xF﹑yF﹑zF,主切削力zF与主切削速度方向一致垂直向上,是计算机床主轴电机切削功率的主要依据。切深抗力yF与纵向进给垂直,影响加工精度或已加工表面质量。进给力xF与进给方向平行且相反指向,设计或校核进给系统是要用它。图3-1为切削时总切削力的分解。图3-2横切和纵切时切削力的示意图。图3-1切削时总切削力的分解图3-2横切和纵切时切削力的示意图3.2.1.纵车外圆主切削力根据经验估算:ZF=0.67D5.1max。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 tard1
tard1
本文标题:C6150普通车床的数控化改造设计
链接地址:https://www.777doc.com/doc-5186999 .html