您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 汽车理论 > 汽车涂装机运设备控制逻辑全集
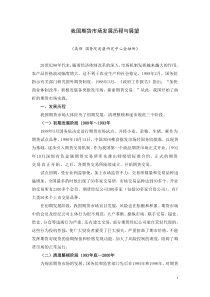
1设备流程1.1设备之间的逻辑关系对于正向运行的四个信号使用过程如下:.•滚床n+1发送到滚床n允许正转进入信号.•滚床n发送要求正转送出信号到滚床n+1.•当两个信号都存在后,滚床n运行,同时发送正在正转送出信号到滚床n+1.同时滚床n和滚床n+1开始运行.•如果以上动作没有故障,滚床n和滚床n+1运行.•如果滚床n出现故障,则正在正转送出信号关闭,同时滚床n+1也停止运行.•如果滚床n+1出现故障,则允许正转进入信号关闭,同时滚床n也停止运行。•当滚床n+1所有开关都感应到时,滚床n+1发送正转进入完成信号MMRollerbednSVFASVUASVAASVSASRFESRUESRAESRSESVFESVUESVAESVSESRFASRUASRAASRS允许正转进入正转进入完成要求正转送出正在正转送出允许反转进入反转进入完成要求反转送出正在反转送出Rollerbedn+12到滚床n.•滚床n+1允许正转进入信号清零.•滚床n要求正转送出信号清零•滚床n正在正转送出信号清零.•滚床n占位信号清零,滚床n+1占位信号置位.•滚床n和滚床n+1停止运行..对于反向运行的四个信号使用过程同正向运行一致。.1.2单速单向1开关滚床此单滚床用于单向输送一个撬体,电机为单速,滚床装有1个传感器。其工作方式如下:一.自动操作模式::1.自动接收:当单滚床空时(B01V没占位),发出接收允许信号,准备接收前一个滚床准备输出的撬体,滚床输送电机按照联锁信号启动运行,撬体到达B01V时停止。2.自动输出:如果下一个滚床空并发出接收允许信号,•单滚床输送继续直到下一个滚床接收;•收到下一个滚床的接收完成信号时,电机停止;•滚床准备接收下一个撬体。如果下一个滚床没有准备接收,则等待,一旦下一个滚床准备接收发出接收允许信号,单滚床立即重新启动输出撬体。二.手动操作模式:模式选择开关从自动模式转到手动模式时关闭所有电机,锁定所有自动功能、开放手动功能,只要手动按下启动按钮,滚床就启动,按下停止按钮,滚床即停止,当有撬体时运行到B01V位置自动停止,仅在重新按启动按钮后才继续运行。341.3单速双向2开关滚床单速双向滚床主要为了正反双方向的传送橇体,电机为单速。单速双向滚床装有2个传感器:正转占位开关(B01V),反转占位开关(B01R)。单速双向滚床的工作方式如下:自动模式:¾当滚床的准备接受(所有传感器开关空以及没橇体),前一个滚床(N-1)准备送出橇体,滚床输送电机按照以下联锁信号启动运行如果下一个滚床(n+1)准备接收:•输送以相同速度继续直到下一个滚床(n-1)接收•复位占位信息并且电机停止•滚床准备接收下一个撬体如果下一个滚床(n+1)没有准备接收:•撬体在B01V(正转)或B01R(反转)传感器处滚床停止•一旦滚床(n+1)准备接收,滚床立即重新启动输出一个撬体手动模式:¾滚床上没有橇体:旋操作站上的“正转-反转”旋钮,如果需要正转,旋到正转位置,滚床电机正转运转,松开“正转-反转”旋钮,滚床电机停止运转。反转类似。¾如滚床上有橇体,当橇体还没感应到占位开关(正转为B01V,反转为B01R)时,滚床根据旋转运行,当碰到占位开关开关,滚床电机停止运转。如需重新运转,重新旋“正转-反转”旋钮。561.4双滚床1两传感器双滚床实现单撬体进入直至两个撬体单元,两撬体同时输出,电机为单速,双滚床装有2个传感器。其工作方式如下:一.自动操作模式:1.自动接收:当双滚床全空或前半部分空时(B01V没占位),准备接收前一个滚床准备输出的撬体,滚床按连锁信号状态启动。(1)如果双滚床在开始前是全空(B01V和B11V都没占位):•接收撬体直到B11V占位;•发出接收完成信号并且滚床停止;•滚床准备接收下一个撬体。(2)如果在开始前有一个撬体即前半部分空时(B01V没占位和B11V占位):•两个撬体同时输送直到B01V占位,即双滚床接收了两个撬体;•发出接收完成信号并且滚床停止。2.自动输出:双滚床满后发出输出请求信号(B01V占位)(1)如果下一个滚床准备接收并发出接收允许信号•滚床启动直到下一个滚床接收两个撬体;•收到下一个滚床发出的接收完成信号并且滚床停止。(2)如果下一个滚床不准备接收•载有撬体的双滚床停止等待;•只要下一个滚床发出接收允许信号准备接收,滚床立即重新启动将这对撬体送到下一个滚床。二.手动操作模式:选择开关从自动模式转到手动模式时关闭所有电机,锁定所有自动功能7开放手动功能,只要手动按下启动按钮,滚床就启动,按下停止按钮,滚床即停止,当有撬体时运行到在B11V和B01V位置时滚床自动停止,仅在重新按启动按钮后才继续。891.5双滚床2单传感器双滚床实现两撬体同时接收或两撬体同时输出,电机为单速,双滚床装有1个传感器。其工作方式如下:一.自动操作模式:1.自动接收:当双滚床全空时(B01V没占位),发出接收允许信号准备接收,并且前一个双滚床准备输出一组两个撬体,双滚床按连锁信号状态启动。•接收两个撬体直到B01V占位,即双滚床接收了两个撬体;•发出接收完成信号并且滚床停止。2.自动输出:双滚床满后发出输出请求信号(B01V占位)。(1)如果下一个滚床发出接收允许信号准备接收•双滚床输出撬体直到下一个滚床接收一个撬体;•第二个撬体同时到达B01V,双滚床停止;•载有单撬体的双滚床等待下一个滚床的下一个接收允许信号;•一旦收到下一个滚床的接收允许信号,重新启动输出撬体直到下一个滚床接收;•双滚床停止,准备接收下一对撬体。(2)如果下一个滚床不准备接收•滚床保持两个撬体停止(或在循环阶段的一个撬体)等待;•只要下一个滚床准备接收,滚床立即重新启动输送一个撬体到下一个滚床。二.手动操作模式:选择开关从自动模式转到手动模式时关闭所有电机,锁定所有自动功能开放手动功能,只要手动按下启动按钮,滚床就启动,按下停止按钮,滚床即停止,当有撬体时运行到在B01V位置时滚床自动停止,仅在重新按启动按钮后才继续。10111.6旋转滚床旋转滚床主要是实现橇体90度或180度方向改变,电机为双速。旋转滚床装有以下传感器:滚床上4个传感器:前占位开关(RB-B01V),前变速开关(RB-B03V),后变速开关(RB-B03R),后占位开关(RB-B01R)。旋转电传感器3个:编码开关1(TC-B01),正转变速开关(TC-B03V),反转变速开关(TC-B03R)。旋转滚床的工作方式如下:一.自动操作模式:空载的旋转机在工艺规定接收撬体的位置等待(初始位置),如果等待位置需要输出一个撬体,其滚床发出要求送出信号。1.自动接收:旋转滚床和前一个滚床同时起动,橇体高速进入到旋转滚床,感应到减速开关(如果是正向进入为B03V;如果是反向进入为B03R)后转为低速,感应到占位开关(如果是正向进入为B01V;如果是反向进入为B01R)后自动进入停止。当橇体进入旋转滚床后(4个滚床开关均接通),旋转电机向工艺规定接收此撬体的道次(目的位置)高速旋转,感应到变速开关后(前进方向B03V或后退方向B03R)转为低速,到达停止开关处停止。2.自动输出:(1)如果目的位置滚床允许进入,旋转滚床和下一个滚床同时启动,将橇体高速送出到下一个滚床,下一个滚床接收完成,旋转滚床停止运行;旋转电机向初始位置返回。(2)如果目的位置滚床不允许进入,旋转滚床则等待,直至下个滚床发出接收允许信号。二.手动操作模式:12选择开关从自动模式转到手动模式时关闭所有电机,锁定所有自动功能开放手动功能。1.旋转滚床上没有橇体时:旋转操作站上的滚床正转/反转旋钮,滚床电机会相应的正转或反转,松开旋钮,电机将停止。2.橇体从前一滚床进入:首先启动旋转滚床,再起动前一滚床,橇体将高速进入,感应到减速开关(如果是正向进入为B03V;如果是反向进入为B03R)后转为低速,感应到占位开关(如果是正向进入为B01V;如果是反向进入为B01R)后自动停止。3.在进入的任意时刻,松开旋转正转/反转旋钮,旋转滚床将停止。4.将旋转电机正转或反转:前提是旋转滚床上必须是满位(4个传感器均接通)或空位(4个传感器均未接通),此时旋转电机前进/后退旋钮,旋转电机将高速正转/反转,感应到减速开关后减速,感应到到位开关后停止。7.输出撬体:首先启动下一个滚床,再启动旋转滚床,橇体将高速送出直到下一个滚床接收完成。在送出的任意时候,松开旋转滚床正转/反转旋钮,送出过程将停止。13141.7横移机横移机实现多个不同轴线的输送道之间(最多六道)的连接撬体输送,电机为双速。横移机装有以下传感器:z横移机滚床上4个传感器:前占位开关(RB-B01V),前变速开关(RB-B03V),后变速开关(RB-B03R),后占位开关(RB-B01R)。z横移机传感器5个:编码开关1(TC-B01),编码开关2(TC-B02),编码开关3(TC-B04),前进变速开关(TC-B03V),后退变速开关(TC-B03R)。横移机的工作方式如下:一.自动操作模式:空载的横移机在工艺规定接收撬体的位置等待(初始位置),如果某个输出道需要输出一个撬体,其滚床发出输出请求信号,横移机将移到其位置(源位置)。3.自动接收:当源位置前个滚床发出输出请求信号,横移机滚床和前一个滚床同时起动,橇体高速进入到横移机滚床,感应到减速开关(如果是正向进入为B03V;如果是反向进入为B03R)后转为低速,感应到占位开关(如果是正向进入为B01V;如果是反向进入为B01R)后自动进入停止。当橇体进入横移机滚床后(4个滚床开关均接通),横移机向工艺规定接收此撬体的道次(目的位置)高速运行,感应到变速开关后(前进方向B03V或后退方向B03R)转为低速,到达到位开关处停止。4.自动输出:下一步输出依据目的位置下一个滚床的状态。(3)如果目的位置滚床允许进入,横移机滚床和下一个滚床同时启动,将橇体高速送出到下一个滚床,下一个滚床接收完成,横移机滚床停止运行;横移机向初始位置返回。(4)如果目的位置滚床不允许进入,横移机则等待,直至下个滚床发出接收允许信号。二.手动操作模式:15选择开关从自动模式转到手动模式时关闭所有电机,锁定所有自动功能开放手动功能。1.横移机滚床上没有橇体时:旋转操作站上的滚床正转/反转旋钮,滚床电机会相应的正转或反转,松开旋钮,电机将停止。2.橇体从前一滚床进入:首先启动横移机滚床,再起动前一滚床,橇体将高速进入,感应到减速开关(如果是正向进入为B03V;如果是反向进入为B03R)后转为低速,感应到占位开关(如果是正向进入为B01V;如果是反向进入为B01R)后自动停止。3.在进入的任意时刻,松开横移机正转/反转旋钮,横移机滚床将停止。4.将横移机前进或后退:前提是横移机滚床上必须是满位(4个传感器均接通)或空位(4个传感器均未接通),此时旋转横移机前进/后退旋钮,横移机将高速前进/后退,感应到减速开关后减速,感应到到位开关后停止。7.输出撬体:首先启动下一个滚床,再启动横移机滚床,橇体将高速送出直到下一个滚床接收完成。在送出的任意时候,松开横移机正转/反转旋钮,送出过程将停止。16171.8链式移行机链式移行机主要为了多位置快速的传送橇体,主要包括链式移行机、举升台、滚床等设备。链式移行机为单向运行,设计为快慢速。链式移行机有以下开关:GAPCONTROL开关(G01/G02),主要为了防止在链运行时,有人或橇体碰到正在运行的橇体。举升台有以下开关:1)举升台高位置(LT-B01V)、中位置(LT-B01M)、低位置(LT-B01R)。高位置时:举升台上滚床与正常的滚床水平高度一直,主要为了进入或送出橇体的位置中位置时:此时举升台上滚床高度低于链高度,举升台上挡块高于链高度,主要为了举升台上滚床挡住链子运行时的送来的橇体。如果工艺上没有送出的位置,不需要中中位置。低位置时:此时举升台上滚床和挡块高度低于链高度,链子运行时的橇体不会碰到举升台。为通过时的位置。2)滚床开关:正转到位(RB-B01V),正转减速位(RB-B03V)
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 12345genk
12345genk
本文标题:汽车涂装机运设备控制逻辑全集
链接地址:https://www.777doc.com/doc-5196420 .html