您好,欢迎访问三七文档
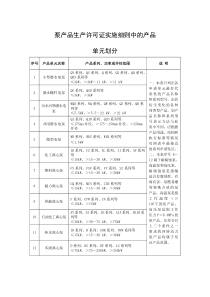
千分尺内校指导书1、目的:为确保本公司千分尺的内校作业有所遵循,特制定本标准。2、适用范围:凡本公司所使用的千分尺均适用。3、校正标准件:标准块规(1.0mm-100mm)组,平行平晶,平面平晶。4、温湿度要求:湿度不超过70%RH。检定千分尺的室内温度和被检千分尺在室内平衡温度的时间均应符合表1的规定。表1室内温度及被检千分尺在室内平衡温度的时间受检千分尺名称受检千分尺测量范围(mm)室内温度对20℃的允许偏差(℃)平衡温度的时间(h)千分尺校对用的量杆外径、板厚、壁厚~100±5±32>100~500±4±23数显~100±3±13>100~200±2±14>200~500±1±155、通用技术要求:5.1外观5.1.1千分尺及其校对用的量杆不应有碰伤、锈蚀、带磁或其他缺陷,标尺刻线应清晰、均匀,数显外径千分尺数字显示应清晰、完整。5.1.2千分尺应附有调整零位的工具,测量上限大于或等于25mm的千分尺应附有校对用的量杆。千分尺应具有测力装置、隔热装置和锁紧装置。校对量杆应有隔热装置。5.1.3千分尺上应标有分度值、测量范围、制造厂名(或厂标)及出厂编号。5.1.4后续检定和使用中检验的千分尺及其校对用的量杆不应有影响使用准确度的外观缺陷。5.2各部分的相互作用5.2.1微分筒转动和测微螺杆的移动应平稳无卡滞现象。5.2.2可调或可换测砧的调整或装卸应顺畅,作用要可靠,调零和锁紧装置的作用应切实有效5.2.3带有表盘的千分尺,表针移动应灵活、无卡滞现象。5.2.4数显外径千分尺各工作按钮应灵活可靠。6.计量性能要求6.1测微螺杆的轴向串动和径向摆动测微螺杆的轴向串动和径向摆动均不大于0.01mm。6.2测砧与测微螺杆测量面的相对偏移测砧与测微螺杆测量面的相对偏移应不超过表2规定。表2测砧与测微螺杆测量面的相对偏移量(mm)测量范围上限偏移量测量范围上限偏移量250.051750.25500.08200,2250.30750.13250,275,3000.401000.15325,350,3750.451250.20400,4500.501500.23475,5000.656.3数显外径千分尺的示值重复性数显外径千分尺的示值重复相应不大于1μm。6.4数显外径千分尺任意位置时数值漂移在任意位置时的数值漂移应不大于1μm/h。6.5测量面的平面度外径千分尺测量面的平面度应不大于0.6μm。壁厚千分尺、板厚千分尺测量面的平面度应不大于1.5μm。数显外径千分尺测量面平面度应不大于0.3μm.6.6示值误差外径千分尺示值的最大允许误差应不超过表3(下页)规定。壁厚千分尺、板厚千分尺示值的最大允许误差应不超过±8μm。数显外径千分尺示值的最大允许误差应不超过表4(下页)规定。对于测量上限大于150mm的千分尺可只检测微头示值误差,微测头各点相对于零件的示值最大允许误差不超过±3μm。6.7校对用量杆外径千分尺校对用量杆的尺寸偏差和变动量应不超过表5规定。数显千分尺校对用量杆的尺寸偏差和变动量应不超过表6规定。7.检定方法7.1检定项目和检定设备千分尺主要检定项目和检定设备见表7。表3外径千分尺示值的最大允许误差及量测量面的平行度测量范围(mm)最大允许误差(μm)两测量面的平行度(μm)0~25,25~50±4250~75,75~100±53100~125,125~150±64150~175,175~200±75200~225,225~250±86250~275,275~300±97300~325,325~350±109350~375,375~400±11400~425,425~450±1211450~475,475~500±13表4数显外径千分尺示值的最大允许误差及两测量面平行度测量范围(mm)最大允许误差(μm)两测量面的平行度(μm)0~25,25~50±21.550~75,75~100±32.0100~125,125~150±32.5150~175,175~200±43200~225,225~250±43.5250~275,275~300±54300~325,325~350350~375,375~400±65400~425,425~450450~475,475~500±787.2检定前准备7.2.1确认检定场所的温度和湿度是否达到标准要求。7.2.2确认标准件外校日期是否在有效期限内,是否生锈,并将标准件打开放置在检定用的平台上,使标准件的温湿度与检定场所的温湿度达到一致。7.2.3将千分尺表面的油污或灰尘擦拭干净,并确认显示器是否可正常显示。7.3检定步骤7.3.1外观目力检查。表5外径千分尺校对用量杆的尺寸偏差和变动量校对量杆标称尺寸(mm)尺寸偏差(μm)变动量(μm)25,50±2175±31.5100±32125±42150±42.5175±52.5200±53.5225,250±63.5275,300±73.5325,350,375,400±94425,452,475±115表6数显外径千分尺校对用量杆的尺寸偏差和变动量标称尺寸(mm)尺寸偏差(μm)变动量(μm)25,50±1.25175±1.51100±21125,150,175±2.51.5200,225,2501±3.51.5275,300±42325,350,375,400±4.52.5425,450,475±537.3.2各部分的相互作用手动试验和目力观察。7.3.3测微螺杆的轴向窜动和径向摆动一般情况下用手感检查测微螺杆的轴向窜动和径向摆动。有异议时,可用杠杆千分表检定。7.3.4测砧与测微螺杆测量面的相当偏移表7检定项目及主要检定设备序号检定项目主要检定设备检定类别首次检定后续检定使用中检定1外观——+++2各部分相互作用——+++3测微螺杆的轴向串动和径向摆动杠杆千分表++-4测砧与测微螺杆测量面的相当偏移平板、杠杆百分表或百分笔+--5测力专用测力仪++-6刻线宽度及宽度差工具显微镜+--7指针与刻线盘的相当位置塞尺+--8微分筒锥面的端面棱边至固定套管刻线面的距离工具显微镜,塞尺+--9微分筒锥面的端面与固——++-定套管毫米刻线的相当位置10测量面的平面度2级平晶,刀口尺++-11数显外径千分尺的示值重复性4等量块或相应的专用量块++-12数显外径千分尺任意位置时数值漂移——+++13两测量面的平行度平行平晶,4、5等量块,钢球检具++-14示值误差4、5等量块或相应的专用量块++-15数显外径千分尺细分误差微分筒或5等量块++-16校对用量杆立式接触式干涉仪,测长机,3等量块++-注:表中“+”表示应检定,“-”表示可不检定一般情况下目力观察千分尺测砧与测微螺杆测量面的相对偏移,(0~25)mm的千分尺可使两测量面直接接触观察器偏移量,测量上限大于25mm的千分尺可借助校对量杆进行检定。如有异议,可按下列方法检定:测量范围(0~25)mm的千分尺可用塞尺比较,测量上限大于25mm的外径千分尺用专用检具测出偏移量。7.3.5测量面的平面度对于新制的和修理后的千分尺,用二级平晶以技术光波干涉法检定,将平面平晶的测量面与千分尺测量面研合,调整平晶使测量面上的干涉环或干涉带的数目尽可能少。外径千分尺测量面不应出现2条以上,壁厚千分尺、板厚千分尺不应出现5条以上,数显千分尺不应出现1条以上相同颜色的干涉环或干涉带。对于后续检定的可用刀口尺用光隙法检定。在距测量面边缘0.4mm范围内的平面度忽略不计。7.3.6数显外径千分尺的示值重复性在相同测量条件下重复测量5次分别读数,示值重复性以最大与最小读数的差值确定。7.3.7数显外径千分尺任意位置时数值漂移在测量范围内的任意位置锁紧测微螺杆,观察1h内显示值的变化不超过规定值。7.3.8两测量面的平行度测量上限至100mm千分尺两测量面的平行度用4块厚度差为1/4测微螺杆螺距的平行平晶检定,也可用量块检定,数显千分尺用4等量块检定,外径、板厚千分尺用5等量块检定。测量上限大于100mm的千分尺两测量面的平行度用钢球检具检定。两测量面的平行度也可用其他相应准确度的仪器检定。7.3.9示值误差外径、壁厚、板厚千分尺示值误差用5等专用量块检定,数显千分尺用4等专用量块检定。各种千分尺的受检点应均匀分布于测量范围的5点上,如表8所示。表8各种千分尺受检点测量范围(mm)受检点尺寸(mm)0~102.124.256.378.50100~153.126.249.3712.50150~255.1210.2515.3720.525或5.1210.2415.3621.525大于25A+5.12A+10.25A+15.37A+20.5A+25或A+5.12A+10.24A+15.36A+21.5A+25注:表中A为千分尺的测量下限得出千分尺示值与相应量块尺寸的差值,各点上的示值误差均不应超过表3或表4最大允许误差的要求。测量上限大于100mm的千分尺,将专用量块依次研合在相当于千分尺测量范围下限的5等量块上依次进行检定。各点上的示值误差均不应超过表3或表4中的规定。对于测量范围大于25mm的千分尺应以相应的千分尺测量下限的量块对零。对于测量上限大于150mm的千分尺在平面度、平行度、测砧与测微螺杆测量面的相当偏移等计量性能均满足要求的情况下,可以只检定测微头的示值误差。用专用量块借助专用检具按(0~25)mm的千分尺受检点检定。7.3.10校对用量杆外径千分尺校对用量杆的尺寸及变动量在光学计或测长机上采用4等量块以比较法进行检定。数显千分尺校对用量杆的尺寸及变动量在立式接触干涉仪或测长机上采用3等量块以比较法进行检定。也可以用同等准确度的其他仪器检定。对于平测量面的校对用量杆应采用球面测帽在平面上的上、下、左、右及中间5点位置上进行检定,各点尺寸偏差均不应超过表5或表6中尺寸偏差的规定。最大尺寸与最小尺寸之差不应超过表5或表6中变动量的规定。对于球测量面的校对量杆,应用直径为8mm的平面测帽进行检定。7.3.11检定结果的处理7.3.11.1如果所得读数超出规格所需,结果为不合格,在仪器上贴上严禁使用标签,并通知维修部门修护,仪器于修复后须重复以上之步骤。无法维修的仪器,由仪器管理担当填写《仪器报废申请单》,由使用部门签字确认后报废。7.3.11.2判定合格的仪器,贴上《校准证》,注明检测日期、建议再检日期,并加盖“品质保证部”印章生效。7.3.11.3对检证报告进行存档,并填写检测设备履历表,保存期限至该仪器报废为止。7.3.15检定周期:检定周期可根据使用的具体情况确定,一般规定不超过1年。7.3.12检定注意事项7.3.12.1检定前要清洗好标准件及被检量具,提前稳定温度。7.3.12.2注意环境温度和湿度是否达到要求。7.3.12.3量具检定前一定要把工作面毛刺及锈迹清除(用天然油石、影响准确度,也损坏标准工作面),并将量具表面的油污和灰尘擦拭干净。7.3.12.4量块不要用手直接拿取(温度、防锈)。7.3.12.5注意测量力控制,接触工作面时要轻,不要撞击。7.3.12.6读数时要注意,视线和刻线要垂直,以免引起误差。7.3.12.7碰到有较大示值误差时要多找原因,多测几次,找同事复检。作为检定人员总希望量具合格。7.3.12.8检定后对量具及标准件要进行防锈处理。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 szdbs
szdbs
本文标题:千分尺内校指导书
链接地址:https://www.777doc.com/doc-5196737 .html