您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > WI-EN019冲床精度检测指导
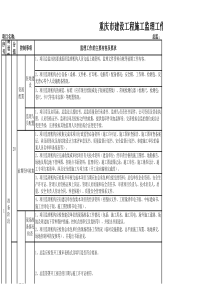
旭升五金電子有限公司程序文件沖床精度檢測指导文件编号:WI-EN019制定日期:2013.07.01版本:A0页号:1/4一.目的:为了确保设备精度性能满足产品制造的要求,规范设备维护保养过程中对冲压设备的精度检测及调整作业行为,特制定本制度。二.适用范围:本规定适用于公司在用的所有冲压设备(包括各型冲床和液压机)的精度检测和调整作业活动。三.名词解释平面度:是指工作台表面具有的宏观凹凸高度相对理想平面的偏差,是反映工作台表面是否具备可靠基准的重要参数。水平度:是指工作台上平面与理想水平面之间平行的误差最大允许值,是满足设备各精度性能符合标准的首要前提,如果该参数未符合要求,则设备的其他精度参数必然难以调整符合标准。平行度:指滑块底面与工作台上平面之间平行的误差最大允许值。冲压设备的平行度是确保设备正常运行,产品质量符合标准工艺要求,工装模具稳定运行使用的主要前提条件。运动垂直度:是指滑块上下运行时,与工装台表面垂直线的偏差,其值反映了滑块与导轨的运行间隙可以通过调整轨道间隙来弥补。四.检测工具百分表、框架式水平仪、三角尺、500mmX500mm的平垫板、活动扳手、内六角扳手、螺丝刀、钳子、管钳、50吨的油压千斤顶两台、间隙塞尺、油性笔、油石、砂纸、锉刀、棉纱等。五.主要内容旭升五金電子有限公司程序文件沖床精度檢測指导文件编号:WI-EN019制定日期:2013.07.01版本:A0页号:2/41)步骤要求流程图状态检查对待检测的设备状态进行检查,确认工作台上未安装模具、设备运行性能完好,限位开关灵敏可靠、润滑系统工作稳定,设备周边1米场地清洁、无其他可能影响精度检测工作的物件堆集。人员检查对参与设备精度检测的工作人员实施检查,确认工作状态良好,精神饱满,确定检测活动的主要负责人,其他人员听从统一指挥,协调配合。工具检查对在检测过程中需要使用的工具和检测仪表仪器进行检查,确保工具齐全可用,检测仪表仪器符合精度标准,工作人员的劳保用品安全可靠。2)工作方法确认检查对全体参与检测活动的工作人员,再次明确各自的工作职责和安全注意事项,对不清楚的给予解释和提问确认。风险评估评估工作过程中可能存在威胁安全的环境、设施和动作,并向全体工作人员明确提示,在进入危险区域内实施工作活动时,必须关闭设备电源,并采取有效措施防止设备通电运行,如使用ECPL动力能源上锁。3)进场工作人员进入现场,将工具材料集中存放,对施工区域采取隔离措施,确保其他无关人员不能进入工作范围区域,保护人身安全和设备安全。水平度检测及调整1、将设备开机,把滑块运行到上死点处,然后停机断电。2、利用锉刀、油石等工具,在工作台表面选择2~3处1000X400的区域进行磨光处理,并擦拭干净。旭升五金電子有限公司程序文件沖床精度檢測指导文件编号:WI-EN019制定日期:2013.07.01版本:A0页号:3/43、将水平仪放置在处理好的检测区内并观察气泡位置,然后将水平仪前后掉头再实施检测,确认设备工作台水平度是否符合要求。4、对水平度超差严重的设备实施调整,先松开设备的机脚螺栓螺母,再利用千斤顶将下陷的机床顶起,然后加垫板,在调整过程中随时注意设备的水平度变化,直到设备水平度满足要求,最后拧紧设备的机脚螺栓螺母,用油性笔对螺栓螺母的紧固位置划线,以便观察螺栓螺母的松动情况。A.平行度检测1、将设备开机,把滑块运行到下死点处,然后停机断电。2、在工作台表面的左前处放置500X500的平垫板,再使用百分表测量滑块下平面与工作台的间隔距离,记录数据;3、按第2步方法测量记录工作台右前处、左后处和右后处的间隔数据;4、重复上述动作,再次测量记录2组数据,并计算数据的偏差值;选择最大偏差作为检测数据填写到精度检测表上。5、将检测值与工作台长度相乘的结果与设备允许偏差进行比较,若计算值小于允许值,则该设备平行度符合标准,反之,则需要对设备进行精度调整。B.平行度调整1、在工作台表面放置2块高度为500的垫块作为等高垫,然后开机,将滑块下降与等高垫接触;然后关闭设备电源;2、松开滑块导轨的镶条夹板,使滑块呈自然状态与等高垫完全接触,利用等高垫保持滑块与工作台的平行;3、逐步收紧滑块导轨间隙,并用间隙尺随时检查导轨旭升五金電子有限公司程序文件沖床精度檢測指导文件编号:WI-EN019制定日期:2013.07.01版本:A0页号:4/4间隙,使各导轨间隙保持一致;4、必要的时候需要靠松开滑块升降丝杆来确保滑块与工作台的平行度;5、平行度调整完毕后,开机按平行度检测的方法再对调整效果进行验证,并作导轨间隙的微调;6、平行度确认符合标准后,用油性笔对滑块导轨螺栓螺母划线,以便随时观察是否有松动情况;C.垂直度检测1、在工作台表面放置500X500的平垫板,将三角尺垂直放在平垫板上固定,把百分表固定在滑块下平面,使百分表表针与三角尺接触,调整好读数;2、通电开机,用寸动模式运行滑块上下移动,并分别读取百分表与三角尺接触时的上中下三个位置的读数,记录数据;3、计算数据最大偏差值,并与标准允许值比较,若小于标准值,则滑块的运行垂直度符合标准;反之则需要对运行垂直度进行调整;4、运行垂直度的调整方法与平行度调整过程中的第3到6步骤一致。D.记录检测报告1、将以上检测的数据(包括调整前后的数据)分别填入设备精度检测报告记录单上,并完成其他栏目的填写内容,签字齐全后,作为完整的检测记录,交机具部列入设备履历档案保存管理。2、检测完成的设备交付使用部门进行试生产,由质量管理部门对试加工的产品进行质量验证;合格后设备才能正式投入生产。3、由质量管理部门负责收集数据计算设备的CMK,并将计算结果交机具部。制定記錄日期/版本/修訂內容摘要核準審核制定2013.07.01A/0第一次發行
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 angelya33
angelya33
本文标题:WI-EN019冲床精度检测指导
链接地址:https://www.777doc.com/doc-5213424 .html