您好,欢迎访问三七文档
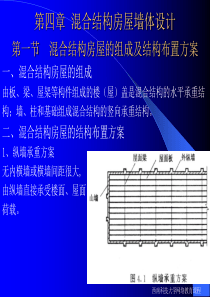
实验三:渐开线齿轮范成原理当直线沿一圆周作相切纯滚动时,直线上任一点在与该圆固联的平面上的轨迹k0k,称为该圆的渐开线渐开线的形成N发生线O基圆rbrk渐开线KOK齿轮的加工—仿形法指状铣刀加工盘铣刀加工适用于加工大模数m20的齿轮和人字齿轮。渐开线形状随齿数变化。要想获得精确的齿廓,加工一种齿数的齿轮就需要一把刀具。这在工程上是不现实的。进给分度分度切削ω切削ω进给齿轮的加工—范成法范成法:是利用一对齿轮在啮合时其共轭齿廓互为包络线的原理来加工轮齿的一种方法。优点:在用范成法加工齿轮时,只要刀具和被加工齿轮的模数和压力角相同,则不管被加工齿轮的齿数有多少,都可以用同一把刀具来加工。因而生产率较高,常用作大批量生产。齿轮的加工—范成法ωω0ωω0特点:刀刃包络线=齿槽形状齿轮的加工—范成法齿轮插刀加工齿轮插刀切削运动ωω0范成运动让刀运动标准齿条刀具刀根线齿顶线2m2m**分度线刀顶线刀根线齿顶线2m2m**分度线齿廓的根切齿轮根切——用范成法切制齿轮时,有时刀具的顶部过多地切入了轮齿的根部,将已切制好的渐开线齿廓再切去一部分,这种现象称为齿轮根切。避免根切的方法避免根切减小ha*加大α变位修正齿数小于17时会产生根切变位齿轮用同一把齿条刀加工变位齿轮时,齿轮的齿数、模数、压力角、分度圆、基圆均与标准齿轮相同,它们的齿廓是相同基圆上的渐开线(齿形一样),只是取渐开线的不同部位作为齿廓。一、实验目的掌握用范成法切制渐开线齿轮的基本原理,观察并记录渐开线齿廓的范成过程理解渐开线齿廓产生根切现象的原因和避免根切的方法了解变位齿轮的加工过程,建立变位齿轮的基本概念了解刀具变位后轮坯齿形的变化及对齿轮各参数的影响,分析比较标准齿轮和变位齿轮的异同点二、实验设备与工具1、渐开线齿轮范成仪1、压板、压紧螺母2、圆盘(工作台)3、齿条刀4、刀架5、机架6、螺帽齿条刀参数:m=10mmα=20°ha=1c=0.25**二、实验设备与工具2、齿轮轮坯图纸(待加工):实验前将图纸最外圆从虚线外剪去,图内小孔位置也剪去待加工齿轮参数:m=10mmα=20°z=16ha=1c=0.25**3、铅笔、橡皮(自备)三、实验步骤切制标准齿轮1、松开范成仪旋紧螺母,将图纸安装在圆盘上,用标准齿扇形区正对齿条位置,旋紧螺母,用压板压紧图纸(注意同心);2、松开齿条刀上螺帽,调整齿条刀,使其中线与图纸轮坯的分度圆相切,旋紧螺帽,将齿条刀与刀架固紧;3、将齿条刀推至一边极限位置,依次移动齿条刀(单向移动,每次约2-3mm),并依次用铅笔描出刀具刃廓各瞬时位置。重复上述工作,直到齿条刀移动到另一极限位置。注意移动时刀具中心线与轮坯分度圆始终相切。41352加工标准齿轮,刀具中线与齿轮分度圆相切41352加工正变位齿轮,刀具移出,刀具中线与轮坯分度圆相离41352加工负变位齿轮,刀具移进,刀具中线与齿轮分度圆相割切制出的齿轮范成效果如图所示四、实验内容及要求完成标准齿轮、正变位齿轮(x=+0.5)、负变位齿轮(x=-0.5)的切制根据齿条刀m=10mm,被加工齿轮z=16,变位系数分别为0,+0.5,-0.5的情况,计算齿轮各参数,填入实验报告表中,并将计算结果进行比较将计算结果与实验模拟加工的齿轮进行对照,加深对范成原理及变位齿轮加工异同的理解
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 nonameisname
nonameisname
本文标题:渐开线齿轮范成原理
链接地址:https://www.777doc.com/doc-5260798 .html