您好,欢迎访问三七文档
当前位置:首页 > 办公文档 > 规章制度 > 焊工岗位标准化作业指导书
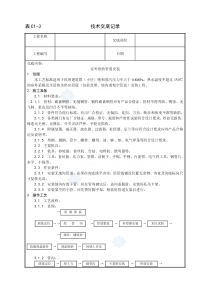
冷轧焊工岗位标准化作业指导书一、冷轧焊工岗位作业标准项目作业事项作业标准1、接班接班事项1、提前十五分钟到岗,穿戴好劳动保护用品。精神状态有问题或身体状况欠佳者严禁上岗;严禁酒后上岗。做好接班准备,2、听取交班负责人介绍设备的运行状况和作业项目的完成情况,认真查阅上班设备维护记录,如有疑问立即向上班提出。3、本班负责人同交班负责人一起检查公用工具是否齐全,班组卫生是否合格,无问题后交班人和接班人共同在交班记录上签字。4、白班组长到作业区开当天任务会,了解夜班设备运转情况和夜班小组作业项目完成情况。听取作业区领导对当天工作的安排布置,领取任务后向小组成员如实传达。5、参加班前会,由本班负责人根据前班情况和本班预定的作业内容,向本班人员明确具体任务和分工,根据作业的性质,对班组人员进行安全技术交底,并做好班组会议记录。6、若接班时上班人员正在作业,不能按时交班,可到现场交接班。7、检查焊机一次、二次线路是否符合安全要求,避免短路及带负荷送电。8、检查气瓶、减压器、回火防止器、焊割器具、气带是否符合要求。9、值班人员不能单独盲目作业,必须有人监护。2、正常作业程序正常作业事项1根据不同的结构件,选用不同的焊条,采用不同的焊接方法。2根据材质不同调节火焰性质及电焊机的功率,防止焊接切割变形。作业时站位合理防护得当。3精心下料,合理用料,减少用料浪费。搬动大块材料要由专人指挥,工件摆放合理,确保作业安全。4作业前检查清理作业场所易燃易爆物品。切割或焊接带压容器时必须进行介质确认和安全措施确认,办理相关作业手续后方可作业。煤气区域作业必须由生产单位煤气防护人员进行煤气检测合格办理危险作业安全许可证后方可作业。5焊件完工自检合格后报班组长验收。经质量检验部门或有关人员检验合格后,正式交工;不合格品作出明确标志,返回作业人员。6作业完毕要切断电源、氧气、乙炔气源,检查现场有无明火并清理现场。3、非正常作业程序非正常作业事项1熟练使用灭火器材。定期检查防火器材,确保紧急情况能够正常使用。2、如果事故隐患必须及时处理时,则必须停电挂牌,进行安全确认后方可进入现场作业。3、露天作业时,遇有大风或雷雨雪天,应停止作业,切断电源、气源。4、发生事故立即采取安全措施抢救受伤人员,并及时上报,保护现场,事故处理完毕后积极组织抢修恢复生产。以实事求是的态度参加分析会。4、交班交班事项1、负责清洁责任区环境卫生,废弃物品送指定地点统一回收处理。整理填写本班的各种记录,对设备的维护检查故障、缺陷和处理等各项作业及当班设备运行情况逐一写明。清理当天的工器具和备件,为第二天的工作做准备。2、白班人员下班前要把当天的工作向作业区汇报。值班人员交班必须严肃认真,在接班人员到岗后,向其介绍本班设备运转情况及故障缺陷处理情况,说明本班未完工作及注意事项,解释清楚接班人员所提出的问题。3、交班负责人与接班负责人共同检查工具及环境卫生情况,接班人认为无问题后,交班与接班负责人共同在交接班记录上签字。4、值班人员交班中遇有设备事故发生,应立即停止交班,由交班人员负责处理,但可要求接班人员协助。5、接班人因故未按时接班时,交班人员不准离岗,报告上级做出决定。6、交班人员发现接班人喝酒或精神不正常时应拒绝交班,报告上级做出决定。7、交班时,如本班中工作尚在进行,需延迟交班时间或需接班人员配合时,应向其讲清配合作业的具体内容和注意事项,确保安全。8、回收完工具,切断电源、气源,拆除电焊机、干燥箱、电焊站设备,经检查无火星、火种后,方可离开工作岗位。9、交班前应清扫现场,清除垃圾。负责清洁责任区卫生,废弃物品送指定地点统一回收处理。二、冷轧焊工岗位应知应会(一)、岗位描述主要负责冷轧生产线维护和检修工作;配合钳工、起重等其他工种完成检修、安装、焊接、切割等任务。(二)、岗位职责1负责本岗位所管辖范围内设备的维护和备件制作任务,维护和保养好工、器具。2严格执行工艺要求,合理用料,按图施工。确保作业质量和作业安全。3负责落实有关安全、消防、环保、保卫、检修管理等方面的制度与规定,并在项目实施过程中严格执行。4及时处理日常生产中出现的机械设备故障,保证设备安全正常运行。5掌握主要设备的点检标准和检修标准,并能够根据其标准熟练地进行作业。6了解工作区域各项危害,对各危险源点有明确认识;作业全过程中进行安全确认并采取有效安全防护措施。掌握常见危害的自救互救方法。7兼工种作业人员同时执行所兼工种岗位标准化作业指导书。8作业前检查好所用工器具和防护设施,确保完好有效。9在冷轧出口电涂油机2米范围内检修时,应先确认测厚仪断电后方可实施检修作业,当心高压电离辐射。(三)、主要安全技术要求1依据公司及本单位制度要求,提前办理各种安全许可,如《河钢承钢检维修作业安全措施票》、《煤气作业安全票》等;涉及危险作业的如:动火作业、高处作业、有限空间作业、盲板抽堵作业等,还应按要求办理危险作业许可证;未办理安全许可,严禁作业。2严格执行《停机作业换、挂牌管理制度》。3熟练掌握使用灭火器材。定期检查防火器材,确保紧急情况能够正常使用。4熟悉本区域生产工艺流程、煤气区域和油站区域的作业环境。根据危险源点的位置确定安全点检路线,并严格执行,确保点检作业安全。5作业前检查工器具,不得使用存有缺陷的工器具。6作业前对作业环境进行安全确认,作业时选择合理站位,防护得当。7作业前清理作业场所10米范围内及作业区域下方火花波及范围内易燃易爆物品。动火作业必须设监火人,必须配备灭火器和灭火水桶。8切割或焊接带压容器时必须进行介质确认和安全措施确认,办理相关作业手续后方可作业。煤气区域作业和带煤气作业必须提前办理动火许可证,由生产单位确认作业条件,提出安全防护措施。未经生产单位确认许可具备安全施工条件,严禁作业。带煤气作业必须由生产单位煤气防护站人员现场检测并全程监护。9在柔性体如皮带、斜坡、辊道、凹凸工作面等非立脚点上作业时,必须搭设跳板并捆牢,以防摔伤。10氧气瓶、乙炔瓶摆放时安全距离必须5米以上。氧气瓶、乙炔瓶安全距离动火点必须10米以上。11安装气压表时,要检查瓶嘴螺纹是否良好、瓶口是否有油污,按要求检查气密性。乙炔瓶必须直立使用,必须使用乙炔防倾倒装置。氧气瓶要留有0.05Mpa~0.1Mpa余压,乙炔气瓶留有0.1Mpa~0.3Mpa余压。12普通电焊机作业12.1开机前检查。首先对焊机进行全面外观检查,所有开关旋钮功能正常,所接电源电压是否与本机要求相符,接地是否可靠。12.2通电空载捡查。打开气瓶开关,焊机输出端不接任何负载,呈空载状态,由用户配电板上合闸供电,焊机内风机转动,前面板电源有指示灯亮,然后按住焊枪上的开关,电压表上读数为30-40伏,机内有轻微的“哒、哒…”声,焊枪有气流出,此时焊机空载正常。12.3焊接。空载正常后,即可施焊。焊接按规范或工艺要求正确操作即可得到良好的焊缝。13氩弧焊机作业13.1焊接前应先备好氩气瓶,瓶上装好氩气流量计,然后用气管与焊机背面板上的进气孔接好,连接处要紧好以防漏气。13.2将氩弧焊枪、气接头、电缆快速接头、控制接头分别与焊机相应插座连接好。工件通过焊接地线与“+接线栓连接。13.3将焊机的电源线接好并检查接地是否可靠。13.4接好电源后根据焊接需要选择交流氩弧焊或直流氩弧焊并将线路切换开关和控制切换开关搬到交流(AC)档或直流(DC)档。注意:两开关必须同步使用。13.5将焊接方式切换开关置于“氩弧”位置。13.6打开氩气瓶和流量计,将试气开关拔至“试气”位置,此时气体从焊枪中流出,调好气流后,再将试气与焊接开关拔至“焊接”位置。13.7焊接电流的大小,可用电流调节手轮调节,顺时针旋转电流减小,逆时针旋转电流增大。电流调节范围可通过电流大小转换开关来限定。14进入金属容器等有限空间内焊接作业时,作业现场应采取有效通风措施。必须提前办理有限空间安全作业证,检查有无易燃物或有毒介质,确保有限空间内空气中的氧含量不低于19.5%(体积百分浓度);富氧环境下不得大于23.5%。必须有通气孔,监护人不得少于2人。照明安全电压不得超过12V,身下要垫绝缘板。15高空作业必须系安全带。尽可能不进行高空交叉作业,必须交叉作业时需采取可靠安全措施后方可施工。涉及煤气的高处作业应搭设符合标准的架子平台及逃生通道,作业时严禁系挂安全带。16焊接过程中,对于重载、动载、高温等工件的焊接,绝对禁止填加任何填充物。17禁止在易燃易爆气体管道或管道支架上打火或拴拉电焊线。18焊工作业人员应熟练掌握惰性气体保护焊技术及安全操作要点,确保安全正确使用。19使用龙门吊前要认真检查轨道及四周是否有人员及障碍物,不使用时要在其轨道上放置铁鞋。作业前按规定检查使用吊锁具,不得使用不合格吊锁具,禁止斜拉旁拖,特种作业人员必须持证上岗。20作业完毕要切断电源、氧气、乙炔气源,检查现场有无明火并清理现场。21作业时严禁跨越铁沟、渣沟、护栏、运转设备等危险部位,注意观察危险环境。进入现场作业及上下班途中走安全通道。22上下扶梯或平台要扶好或踏稳,避免造成人身伤害。23在有毒有害区域作业前,确认有毒有害介质的性质。检修有毒有害介质的管路及其它设备时需加盲板的要加盲板;作业前排空介质并进行安全确认后方可作业。正确佩戴防毒口罩,检修带酸、碱液设备时,正确佩戴防护目镜、防酸、碱手套。及时清洗被污染的皮肤与衣物。24要熟悉放射源相关知识。25吊运氧气瓶、乙炔瓶时必须使用专用吊筐或带锁紧气瓶功能的小推车,禁止使用其它不可靠的吊运方式。严禁氧气瓶、乙炔瓶同室储存、同车运输。26脱硫系统检修作业前应可靠切断介质来源,保持作业环境通风良好。必要时佩戴空气呼吸器。24起吊物品时,吊具有脱开吊点情况的,由作业人员扶住吊具,缓缓起吊,待吊具绷紧,指挥天车停稳后,作业人员撤离被吊物品回转半径2米以上。27天车指挥人员在指挥天车前要站立在安全距离以上,且确认身后有开阔、可躲避空间,脚下无障碍物及孔、洞的地方,并且躲开天车吊物的运行路线,确保作业人员安全。28严禁未经批准,操作、动用非本人分管的设备或进入非本人分管的作业区域,严禁冒险作业。29严禁在不具备安全作业条件的情况下作业。严禁使用存有缺陷的设备设施,必须提前消除设备设施缺陷并确认能够正常使用后方可使用。30作业过程中尽量避免人员肢体与设备的接触,能借助辅助工具完成作业的不应采取手塞、手扶、拥推或脚踏等作业方式。(四)、本岗位应急处置措施1火灾事故应急处置措施单位维护检修中心作业区冷轧作业区措施名称火灾事故应急现场处置方案适用岗位轧钢焊工事故特征:煤气系统泄漏;酸洗槽区域动火;碱库区域动火;液压稀油站动火;易燃、易爆物品保管、使用不当;违章操作或误操作;其它原因或自然灾害引发。应急措施:1.立即停止作业,及时组织人员撤离。2.根据火情严重情况及时报告调度室及相关部门,厂内电话拔打119,固定电话拔打4080119、4070119,说明事故具体情况。3.消防委员会人员及调度立即赶赴现场组织抢险、救人。4.现场指挥人员根据火势状况、立即制定扑救方案,迅速组织实施。如需外部力量支援,请示指挥部领导组织人力支援。5.义务消防队配合专业消防队扑救火灾、救治伤员、维持秩序、保护现场。注意事项:1.做好个人防护,作业前配备好消防器材。2.如发生煤气火灾应立即执行煤气事故应急现场处置方案。3.发生电气、易燃、易爆物品火灾首先要立即切断电源,使用干粉灭火器灭火控制火势,严禁用水直接灭火。4.及时疏散现场非救火人员。5.作业前清理现场易燃、易爆物品。应急物资序号名称数量存放位置责任人1干粉灭火器2瓶作业前现场配备作业负责人2煤气事故应急处置措施单位维护检修中心作业区冷轧作业区措施名称煤气事故应急现场处置方案适用岗位轧钢焊工事故特征:煤气区域及煤气设施存在隐患或因违章作业引发的煤气泄漏、中毒。应急措施:1.现场处置要点:报警、隔离事故现场、人员疏散、现场控制。2.处理程序发生煤气泄漏、中毒事故后及时组织人员撤离。事故最先发现人员根据事故情况拨打报警电话:厂内电话拔打119,固定电话拔打4080119
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 catly3
catly3
本文标题:焊工岗位标准化作业指导书
链接地址:https://www.777doc.com/doc-5316458 .html