您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > 焊条电弧焊基础知识..
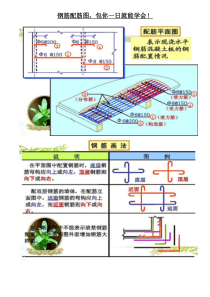
精品课程主讲人:刘华典型接头焊条电弧焊实作6.1.3平对接接头焊接实作16.1.3平对接接头焊接实作LEEMAN(SCETC)焊条电弧焊基础知识钳工知识和技能应知应会知识机械图样识读能力焊接工艺方案制定与焊接工艺参数选择知识安全用电与节约用电知识焊接检验基本知识焊条电弧焊操作基本技能26.1.3平对接接头焊接实作LEEMAN(SCETC)领会平对接接头焊接的相关标准能制作出合格的平对接接头焊接工件平对接接头焊接实作教学目标掌握平对接接头焊接的技术要求及操作要领会制定平对接接头的装-焊方案会选择平对接接头的焊接参数能对平对接接头焊接工件进行质量检测36.1.3平对接接头焊接实作LEEMAN(SCETC)平对接接头焊接实作讲授内容平对接接头焊接的特点及分类技术准备操作过程技术要求及操作要领技能训练的方法及实施考核及成绩评定相关考核标准46.1.3平对接接头焊接实作LEEMAN(SCETC)一、平对接焊的特点与安全技术1.平对接焊的特点:熔滴金属主要靠自重向熔池过渡,操作技术较易掌握,比较容易控制焊缝成形,焊缝表面美观,可用大直径焊条和较大电流施焊,生产效率高。平对接焊—在平焊位置上焊接对接接头的一种操作方法。56.1.3平对接接头焊接实作LEEMAN(SCETC)2.平对接焊的种类不开坡口平对接焊开坡口平对接焊较薄钢板的I形接口平对接焊较厚钢板的I形接口平对接焊小于3mm的薄板平对接焊开V形坡口的平对接焊中厚钢板平对接单面焊双面成形技术66.1.3平对接接头焊接实作LEEMAN(SCETC)3.中厚钢板平对接单面焊双面成形技术什么是单面焊双面成形技术?76.1.3平对接接头焊接实作LEEMAN(SCETC)单面焊双面成形操作技术是采用普通焊条,以特殊的操作方法,在坡口背面没有任何辅助措施的条件下,在坡口的正面进行焊接,焊后保证口的正、反两面都能得到均匀、整齐,成形良好,符合焊接质量要求焊缝的操作方法。适用于无法从背面清除焊根并重新进行焊接的重要焊件。1980年国家劳动总局颁发的《锅炉压力容器焊工考试规则》,提出了这项操作技能的培训和考核要求。86.1.3平对接接头焊接实作LEEMAN(SCETC)焊缝内不应出现气孔、夹渣,根部应均匀焊透,背面不应有焊瘤和凹陷等。单面焊双面成形技术的应用V形坡口对接焊容器壳体板状对接焊小直径容器环缝及管道对接焊容器接管的管板焊接96.1.3平对接接头焊接实作LEEMAN(SCETC)4.平对接接头焊接的安全技术正确穿戴劳保用品;劳保用品必须完好无损清理工作场地,不得有易燃易爆物品操作时必须是先戴面罩然后才开始操作,避免电弧光直射眼睛检查焊机和所使用的工具;焊接电缆、焊钳完好,焊把线接地良好安全技术特点与安全106.1.3平对接接头焊接实作LEEMAN(SCETC)平对接接头焊接实作1.技术准备2.实作程序5.相关考核标准4.技能训练的方法及实施6.成绩考核3.操作技术要领二、平对接接头焊接实作116.1.3平对接接头焊接实作LEEMAN(SCETC)(一)技术准备施工图及技术要求工艺卡、检查单、评价表平对接接头焊接实作任务书装—焊工艺方案技术要求1.材料Q235300×125×12;2.接头应单面焊反面成形;3.焊缝:c=坡口宽度+4,h≤3;4.反复切割,焊接10条焊缝。136.1.3平对接接头焊接实作LEEMAN(SCETC)明确现场焊接施工计划、组织及要求制定装—焊工艺方案确定质量控制及质量检测方案制定装配及定位焊方案姜大源,2005确定焊件焊接方案146.1.3平对接接头焊接实作LEEMAN(SCETC)(二)焊前准备焊件装配焊件焊接打底焊填充层焊接盖面层焊接V形坡口试板加工焊条烘干、焊机调试辅助工具准备焊件清理装配定位焊156.1.3平对接接头焊接实作LEEMAN(SCETC)(三)焊前准备焊件装配及定位焊实施焊接166.1.3平对接接头焊接实作LEEMAN(SCETC)1.焊前准备焊材的选择与烘干焊机调节试板可任选Q235、20g、16Mng板按施工图进行坡口加工。严格按焊接工艺参数调节焊接电流。E4303,Φ2.5mm,Φ3.2mm,Φ4.0mmE4315,Φ2.5mm,Φ3.2mm,Φ4.0mm焊前碱性焊条就在350~400℃烘干2h,若选用酸性焊条,则在100~150℃烘干2h.试板打钢印在试板中部打上钢印。辅助工具准备钢丝刷、锉刀、敲渣锺、錾子、磨光机等。176.1.3平对接接头焊接实作LEEMAN(SCETC)2.焊件装配焊前清理装配与定位焊186.1.3平对接接头焊接实作LEEMAN(SCETC)1)焊前清理焊前需将坡口面和靠近坡口上、下两侧20mm内的钢板上的油、锈、水分及其它污物打磨干净,至露出金属光泽为止。196.1.3平对接接头焊接实作LEEMAN(SCETC)2)装配及定位焊焊件装配与定位焊要点预置反变形装配间隙定位焊起端间隙3.2mm,终端4mm(可用3.2mm和4mm的焊芯夹在两头)预留2°~3°反变形,错边量≤0.5mm工件两端头定位焊焊,点长10mm左右,并且牢固。装配206.1.3平对接接头焊接实作LEEMAN(SCETC)3.焊件的焊接焊接工艺参数操作方法打底焊填充层焊接盖面层焊接焊后检查注意事项216.1.3平对接接头焊接实作LEEMAN(SCETC)(1)平板单面焊双面成形焊接工艺参数焊条型号焊接层次焊条直径(㎜)焊接电流(A)电源极性E4315打底(1道)连弧法3.280~90直流反接灭弧法3.295~105中间层(2、3道)4.0160~175盖面(4道)4.0150~1655.0220~230226.1.3平对接接头焊接实作LEEMAN(SCETC)(2)平板单面焊双面成形焊接的基本操作步骤修整坡口锉削钝边装配及点固焊反变形3°支架放平工件打底焊填充焊盖面焊清渣检查焊缝236.1.3平对接接头焊接实作LEEMAN(SCETC)(3)平板单面焊双面成形操作方法1)打底焊打底焊的技术要求保证得到良好的背面成形和优质焊缝。246.1.3平对接接头焊接实作LEEMAN(SCETC)打底焊易出现的问题焊瘤、烧穿背面焊缝过高未焊透背面不成形夹渣和气孔坡口两侧熔合不好熔孔太大熔孔太小焊条烘干、焊件清理、焊条角度、铁液和熔渣的流动方向熔池边缘与两侧坡口面没有完全熔合缺陷256.1.3平对接接头焊接实作LEEMAN(SCETC)打底焊方法连弧法灭弧焊一点击穿灭弧法266.1.3平对接接头焊接实作LEEMAN(SCETC)打底焊的操作要领焊条角度起头焊接在小端引弧,稍拉长电弧预热,定位焊点及两侧金属熔化形成熔池,听到扑扑声立即熄弧。276.1.3平对接接头焊接实作LEEMAN(SCETC)打底正式焊接通常熔孔的直径比间隙1~2mm较好。二听要领一看三准熔池的形状和熔孔的大小,熔渣与液态金属分开电弧击穿焊件坡口根部发出扑扑声。准确的掌握好熔池的形状和尺寸。286.1.3平对接接头焊接实作LEEMAN(SCETC)每一个新焊点与前一个焊点搭接2/3,保持电弧的1/3部分在焊件背面燃烧,用于加热和击穿坡口根部钝边,形成新焊点,与些同时,电弧还要将坡口两侧钝边完全熔化并深入每侧母材0.5~1mm.296.1.3平对接接头焊接实作LEEMAN(SCETC)打底焊的收弧要领:更换焊条或停焊时,将焊条下压使熔孔稍增大些,灭弧后再快速向熔池过渡两滴铁水,以便背面焊缝饱满,防止形成冷缩孔,随后灭弧。306.1.3平对接接头焊接实作LEEMAN(SCETC)打底焊的接头要领:在图中1的位置重新引弧,引弧后将电弧移到搭接末尾焊点2/3处的2位置以长弧摆动两个来回,等该处金属有了“出汗”现象后,在7位置压低电弧,并停留1~2s,等末尾焊点重新熔化并听到扑扑声时,迅速将电弧沿坡口侧后方拉长并熄灭,此时继续下个焊点的焊接。方法与要领316.1.3平对接接头焊接实作LEEMAN(SCETC)2)平板单面焊双面成形填充层的焊接填充层的技术要求保证焊缝良好的熔合及排渣。填充层易出现的缺陷夹渣和气孔坡口两侧熔合不好焊条烘干、焊件清理,打底层清渣,焊条角度、操作技术。坡口两侧停留不够最后一道填充焊缝的高度和位置较差焊缝呈凹形,低于母材约0.5~1.5mm,不能熔化坡口两侧的棱边。326.1.3平对接接头焊接实作LEEMAN(SCETC)填充层操作要领焊条角度正确距端头10mm左右引弧、拉长预热短弧焊、锯齿形运条、坡口两侧稍停留最后一道填充层,低于母材约1~1.5mm,焊缝呈凹形,不能熔化坡口两侧的棱边。要领336.1.3平对接接头焊接实作LEEMAN(SCETC)3)平板单面焊双面成形盖面层的焊接盖层的技术要求保证得到优质、成形良好的焊缝。填充层易出现的缺陷夹渣和气孔焊缝成形不良焊条烘干、焊件清理,前道焊缝清渣,焊条角度、操作技术。运条方式、操作技术起头、接头、收尾较差起弧预热不够,接头不到位,收尾不饱满346.1.3平对接接头焊接实作LEEMAN(SCETC)填充层操作要领焊条角度正确距端头10mm左右引弧、拉长预热短弧焊、锯齿形运条、坡口两侧稍停留,保证两侧边缘熔合良好,避免产生咬边收尾时要填满弧坑要领356.1.3平对接接头焊接实作LEEMAN(SCETC)(4)焊后检验用錾子敲去焊缝表面的熔渣及焊缝两侧的飞溅物,用钢丝刷刷干净焊件表面。目测焊缝外观质量,焊缝两侧应圆滑过渡至母材金属,表面不得有裂纹、未熔合、夹渣、气孔和焊瘤等缺陷,可做相应的无损检测和力学性能检测。焊后检验366.1.3平对接接头焊接实作LEEMAN(SCETC)(四)技能训练的方法及实施技能训练方法借助焊接模拟训练装置模拟练习操作要领实作训练,指导教师巡回指导组织学生相互交流操作要领、分析各种焊接缺陷产生原因及防止措施领取标准试板完成焊件实作376.1.3平对接接头焊接实作LEEMAN(SCETC)(五)相关考核标准相关考核标准《典型焊接接头实作》考核标准GB/T15169-2003《钢熔化焊手焊工资格考试方法》IS05817-2003《熔化焊接缺陷质量分级》386.1.3平对接接头焊接实作LEEMAN(SCETC)检查焊件质量检查审视装--焊方案合理性实施过程的检查三、平对接接头焊接实作成绩考核与评定396.1.3平对接接头焊接实作LEEMAN(SCETC)评价实作过程的总体评价总结资料的存档406.1.3平对接接头焊接实作LEEMAN(SCETC)考核与评价考核内容考核方法相关知识掌握情况任务完成情况及质量工艺纪律执行情况工作态度团队协作能力自评、互评和教师评定个体考核方案、工艺、焊接过程、焊接质量
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 linyiyqlj
linyiyqlj
本文标题:焊条电弧焊基础知识..
链接地址:https://www.777doc.com/doc-5335530 .html