您好,欢迎访问三七文档
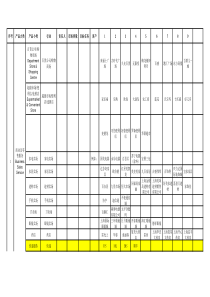
料号规格供应商送货日期检验日期发生日期进料/生产总数检验/生产数不良率问题等级佐证资料佐证资料佐证资料佐证资料佐证资料IQC进料佐证资料PQC制程是否结案横向展开*****************************□致命的□严重的■轻微的责任人:完成日期:2016-11-17不良描述改善报告(CAR)编号:***************□需要□不需要【注】:1.2-7项由供应商填写,其他项由客户填写责任人:完成日期:2016-11-19责任人:完成日期:2016-11-19责任人:完成日期:2016-11-222.处理时效性:供应商必须在3个工作天内回复3.成效追踪须提供相关佐证资料1.问题描述2.团队成立3.临时对策4.原因分析5.长期对策6.验证及确认纠正措施7.预防再发8.成效追踪1,生产早会喧导教育责任人员,提高生产责任心,2,将上述对策要求变更到天劲产品生产指导书中,后续按要求生产。1,碳带最后的几圈折皱的问题没有办法避免,只能在打印条码时候将最后几米报废不打印处理。2,现在的打印划线不是很明显,后续使用白色水笔划线处理,3,放慢检验的速度,之前的每35个/分钟,现在要求每25个/分钟,剩余定单完成没有发现异常。责任人:□是□否*********************1,收回送货不良,全部返检,全检合格后再送回客人公司。2,我公司没有出货的半成品和待出货的成品全部返检,避免再发生异常流出。1,现在的条码全部是碳带打印,卷装碳带是通过热能拉紧分切,碳带通过热涨冷缩原理在最卷芯里面的几米就发生折皱,打印到这几米的时候,直接反应的就是条码在折皱的位置断线。2,打印的时候已经发现划线处理,但由于卷装没有办法即时分出来,流到后面工序。3,检验的速度过快,没有完全剔除不良品,异常到客户端。************************
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 sjf123123
sjf123123
本文标题:产品缺陷改善报告
链接地址:https://www.777doc.com/doc-5351797 .html