您好,欢迎访问三七文档
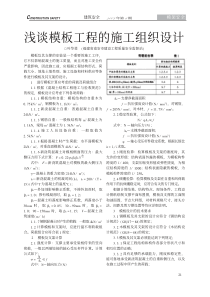
1中小H型钢发展分析摘要:简要介绍了我国中小型H型钢生产线的发展,并对六条典型生产线生产工艺、主要设备等进行了总结。关健词:中小型,H型钢,生产工艺1前言H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面高效型材。H型钢具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用于工业厂房、民用建筑、市政工程、石油平台、桥梁等领域。从1998年马钢建成国内第一条大H型钢生产线以后,莱钢、津西大H型钢生产线陆续投产,安泰大H型钢也正在紧锣密鼓的建设中,大H型钢发展到今天,技术越来越先进,从马钢可生产腹板高度达800mm到现在莱钢、津西可生产高达1000mm大H型钢产品,设计年产能也从60万吨发展到150万吨,可以说现在中国的大H型钢生产已经具有国际先进水平。但是国内的几条大H型钢生产线关键的机械设备的控制技术都由国外几家知名公司所垄断,中国大H型钢的国产化还有一段路要走。而中小H型钢则不同,1998年莱钢从新日铁引进第一条中小H型钢生产线,2003年日照从达涅利公司引进了整套中小H型钢生产线的二手设备,2005年马钢从达涅利公司引进一条全连续中小型H型钢生产线,2006年长治从西马克公司引进一条1+3布置的中小型H型钢生产线,2007年津西又从达涅利公司引进了部分核心设备(精轧机组和矫直机)建成两条中小H型钢生产线,再到现在的宝德中小H型钢生产线,全部设备采用国产。回顾中国中小H型钢的发展史,无论是关键设备非标,还是对于工艺技术和孔型系统的引进消化和开发。中国的中小H型钢设计和制造以及生产水平已经日臻成熟并形成了自己独特的风格。十年来,我国中小H型钢及型材的生产技术发生了很大变化,主要表现在:(1)从开始使用横列式三辊轧机轧制型钢到现在的采用万能轧机生产H型钢,而且发展为连续式,半连续式或三机架可逆轧制,轧机广泛采用短应力或紧凑式机架,用滚动轴承替换胶木瓦。(2)精整系统从过去的定尺冷却—定尺矫直—单根锯切,发展到长尺冷却—长尺矫直—成排锯切精整新工艺,长尺冷却提高了成材率,长尺矫直减少矫直盲区,成排锯切提高锯机锯切能力。(3)从机械化操作过渡到自动化控制,大大提高轧机有效作业率。2典型生产线介绍目前国内以生产中小H型钢为主的共有六条生产线,五条已投产,一条在建。基本情况见表1:2.1莱钢中型生产线2该生产线设计H型钢最大规格为350×175,后来研发到400×200,使用三种矩形坯轧制,生产线情况见表1。设计年产为50万吨,实际月产突破9万吨,年产水平达到100万吨。该生产线是引进新日铁技术,因建设年代较早,引进范围较多,除引进了轧机,矫直机等核心设备外,锯、电机、加热炉均为引进,投资约8.9亿元。该生产线的工艺流程如下:精轧改制/返修剔除入库计重包装码垛检查定尺编组矫直冷却切头/分段切头开坯除磷加热称重测长原料该生产线主要具有以下特点:(1)轧件经开坯机往复轧制7~13道次,切头后送往精轧机组。精轧机组对轧件进行连续轧制,根据轧制品种的不同,机组采用不同的组合方式:轧制H型钢、工字钢和矿用工字钢时由5架万能轧机和2架轧边机组成;轧制槽钢时由3架二辊轧机、2架万能轧机和1架轧边机组成;轧制角钢、不等边角钢、矿用U型钢时由5架二辊轧机组成。(2)出精轧机组的轧件经辊道送往热锯进行切头、分段、取样。不等边角钢出精轧机组后须经喷水冷却,分段后快速移至链式冷床。(3)分段后的轧件逐根送上冷床冷却至工艺要求温度,为保证冷却均匀,H型钢、工字钢和矿用工字钢在冷床上需翻钢立冷。下冷床的轧件温度应低于70℃。(4)定尺轧件由辊道送至检查台架,人工检查产品形状尺寸及表面质量,需做防锈处理的产品进行防锈处理。合格产品送往码垛机按要求码垛,有缺陷产品经剔除台架剔除或改制/返修。3表1国内典型中小H型钢生产线情况序号厂名产品规格(mm)坯料规格(mm)轧机组成设计年产量(万吨)投产时间(年)备注1莱钢中型HZ160~360、HK100~200工:16#~36#、槽:20#~36#、等角:12.5#~20#不等角:14/9~20/12.5、矿用钢、U型钢产品定尺为6~24m.230×230、230×350、275×380、320×410长度:4.5~8m半连续:1300(二辊可逆)+U+U+E+U+U+E+U万能轧机为预应力结构形式501998引进2日照中型标准H型钢:100×50-350×175槽:10#~30#、等角:8#~15#产品定尺为6~24m.160×160、230×350、340×230;长度:4.5~8m半连续:850(二辊可逆)+H+H/U+H/U+H/U+H/U+H/U+E+H/UH/U+E+H/U,万能轧机为预应力结构形式702003引进3马钢中型薄壁H型钢:100×50-400×200,腹板和翼缘厚度最薄可达3.2mm;标准H型钢:100×50-400×200槽钢:25a-40c;工字钢:20a-40c.产品定尺为6~18m.方坯:150×150,长度:10.5-12.0m,用来生产槽钢、工字钢。异形坯:BBl:430×300×90,长度:7.5-12.0m;BB2:320×220×85,长度:7.5一12.0m,用来生产H型钢。全连续:1H-2V-3H-4H-5V+6H-7H/U-8H/U-9H/U-10H/U-11H-12H/U-13H/U-14H-15H/U万能轧机为预应力结构形式502005引进4长治中型标准H型钢:IPE140~450IPN140~450HEA100~260UPN140~400L100~L200,扁钢12~35mm厚,150~300(400)mm宽;产品定尺长度为6~24m.矩形坯:160×160、180×260长度:10.2~12m异型坯:405×285×80、270×185×80长度:10.2~12m半连续:1100(二辊可逆)+UR-E-UF万能轧机为紧凑式结构形式802007部分引进5津西中型标准H型钢:100×50-400×200工字钢:10a-40c.槽钢:10#-36#;产品定尺为6~24m.230×230、230×350、320×410、150×150(165×225mm)长度:4~8m半连续:1000(二辊可逆)+H/U+H/U+H/U+H/U+H/U+E+H/U+H/U+E+H/U万能轧机为预应力结构形式80×22008部分引进6宝得中型标准H型钢:100×50-500×200工字钢:16#-40#、槽钢:16#-40#;角钢:14#-20#;,产品定尺为6~12m160×220、230×230、230×350、320×410长度:4~12m半连续:1000(二辊可逆)+H/U+H/U+H/U+H/U+H/U+E+H/U+H/U+E+H/U万能轧机为预应力结构形式120在建全国产42.2日照中型生产线该生产线设计H型钢最大规格为350×175,使用三种矩形坯轧制,生产线情况见表1。设计年产为75万吨,实际月产9万吨,年产水平100万吨。后来该厂已进行了改造,对冷床进行了加长,对精轧第一架的立辊轧机改为了水平轧机,又加了一架万能轧机,据称月产可达到12万吨。该生产线为引进意大利达涅利二手设备,为全套购买,包括加热炉炉底机械部分,因是二手设备,购买价格约为新设备的1/3(1000万美元左右),投资据介绍约在5亿元左右。该生产线的工艺流程如下:改制入库冷却切头/取样精轧原料称重测长加热除磷开坯切头分段矫直编组定尺码垛打捆压牌收集该生产线主要具有以下特点:(1)轧件经开坯机往复轧制5~11道次,由曲柄飞剪切头后送往精轧机组。精轧机组对轧件进行连续轧制,根据轧制品种的不同,机组采用不同的组合方式。(2)出精轧的轧件经辊道送往2#飞剪进行分段或切尾,分段后加速输送到带升降裙板的冷床入口辊道上。(3)上冷床的轧件,在冷床前段的对齐辊道上对轧件进行一端对齐,由热锯进行切头和取样,下冷床的轧件温度应低于70℃。(4)矫直后的轧件送往编组台架,按照规格不同和锯切的要求进行分组,通常每3~6支为一组,由链式移送装置送至定尺区辊道。定尺范围为6~24米。合格的定尺产品送到双磁头码垛机按要求进行码垛,非定尺产品送往改尺台架,利用带锯进行改尺。2.3马钢中型生产线该生产线设计H型钢最大规格为400×200,使用坯料以异形坯为主,是目前国内第一条也是唯一一条全连续轧制中型H型钢的生产线。生产线情况见表1。设计年产为50万吨,实际月产6-7万吨,年产水平70-80万吨。该生产线为引进意大利达涅利设备和技术,投资约7.8亿元。该生产线的工艺流程如下:5改制入库冷却切头/取样精轧原料称重测长加热除磷开坯切头分段矫直编组定尺码垛打捆压牌收集在线测量收集打捆码垛定尺编组矫直分段切头粗轧除磷加热称重测长原料精轧冷却入库该生产线主要具有以下特点:(1)15架轧机分两组布置构成连续式轧制生产线,设置快速更换机架系统,机械设备总重约5000吨,其中引进达涅利设备约1000吨,全部设备布置在5.5m高的平台上。一级二级自动化控制由TOSHIBA-GE公司提供,主传动全部采用变频调速数字控制系统。(2)采用近终型异形坯轧制H型钢,主要优点:一是开坯道次明显减少,生产节奏快;二是由于轧制时间缩短,所以轧件温降小,一般可使轧件温降减少100℃;三是能使轧制力降低30%,轧制能耗减少20%;四是能提高综合成材率。(3)5机架粗轧机组呈1H-2V-3H-4H-5V平立交替布置,其中2V、5V立轧机具有和控制轧件宽度作用,10机架精轧机组布置形式为6H-7H/U-8H/U-9H/U-10H/U-11H-12H/U-13H/U-14H-15H/U,,6H二辊水平轧机用来控制腹板和翼缘之间的延伸率,11H和14H两架轧边机用来控制翼缘的腿端形状和尺寸。(4)SHS万能轧机轧辊辊身长度短,轧辊挠度小,可获得良好的产品尺寸公差。精轧机架间采用微张力控制,而且轧机具有较大的生产能力。设置了计算机3级自动控制系统,用来完成物料跟踪、工艺参数和轧辊参数设定及生产计划管理等工作,控制简捷,生产效率高。(5)为了提高所轧H型钢产品的外形尺寸精度,降低轧废,在精轧机出口侧、飞剪之前设置在线测量仪,对轧件进行在线测量,减少了红检取样时间,降低了红检工劳动强度,提高轧机有效作业率;(6)主要辅助设备:冷床(1座):步进式,轧件一般立冷,设有强制水雾喷淋强化冷却;矫直机(1台):10辊悬臂式,上辊不传动,升降调整,下辊由一台400kW变频调速交流电机传动,节距900mm,具有快速换辊功能;锯机(2台):锯片最大直径为φ2000mm,厚度13mm,伞齿轮传动的液压进锯,速度达到80mm/s。(7)该套轧机最大特点是可以生产轻型薄壁H型钢。2.4长治中型生产线该生产线设计H型钢最大规格为450×200,使用坯料以异形坯为主,轧机布置与6德国西马克梅尔大H型钢相同。生产线情况见表1。设计年产为60万吨,轧线因温降较大轧制小规格时很难实现。该生产线为引进德国西马克梅尔技术,投资约4.6亿。该生产线的工艺流程如下:入库冷却精轧原料称重测长加热除磷粗轧切头切尾/分段矫直定尺码垛打捆收集该生产线主要具有以下特点:(1)轧机生产效率高,成品偏差小。闭口式牌坊开坯轧机上辊电动压下,带有堆钢时自动防咬入装置、过载保护和轧制力的测量装置;在轧机前后的控制器根据轧制表将坯料送入轧槽。必要时开坯料通过夹式翻钢装置进行翻转。具有快速换辊功能。CCS-万能轧机带有全液压压下系统的万能可逆串列式轧机机组和万能轧机液压轴线可移式的单支水平辊压下;SMS控制技术系统动态控制的液压压下系统;采用X-H轧法,轧机机组是闭口式设计,同样具有快速换辊功能。(2)步进梁式冷床由液压控制,设置雾化冷却装置,通过开/关冷却管道和采用水压控制,冷却速度可调节。考虑在精整后面区域事故中断,2或3支料(根据轧件尺寸而定)能在冷床得到缓冲。轧件的出床温度为80℃。(3)单线矫直,最大的矫直速度约6米/秒,咬入速度大约1.5米/秒。矫直机为悬臂式,其矫直辊通过液压锁紧螺母固定在矫直轴上。为了覆盖所
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 sun8600
sun8600
本文标题:中小H型钢发展分析
链接地址:https://www.777doc.com/doc-5357335 .html