您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > 冲压模具毕业设计答辩ppt
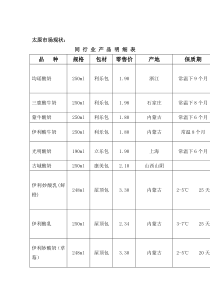
一落二分割模具设计设计零件图样零件名称:电机转子冲片冲压技术要求材料:硅钢片材料厚度:0.5mm生产批量:大批量精度要求:保证中心孔与外形轮廓的一定位置精度1.冲裁件的工艺性分析和方案确定1.1零件的工艺性分析冲裁件如上图所示,冲裁落料为外轮廓槽和中心的圆孔,在冲裁时可一次落料成型。1.材料:该冲裁件的材料硅钢片,具有较好的可冲压性能。2.零件结构:该冲裁件结构较为简单,比较适合冲裁。3.尺寸精度:零件图上所有尺寸均是有公差的尺寸,所以加工尺寸精度较高。综合以上几个方面的情况可认为图样所示主要冲压工序的工艺性良好。1.2确定合理冲压工艺方案图样所示零件所需的基本工序为冲孔、落料。可拟定出如下工艺方案:方案一:先冲孔,后落料。单工序模生产。方案二:冲孔——落料复合冲压。复合模生产。方案三:冲孔——落料级进冲压。级进模生产。方案一模具结构简单,制造周期短,制造简单,但需要两副模具,成本高而生产效率低,冲压精度低,难以满足大批量生产的要求。方案二制造精度和生产效率较高,适用于大量生产。方案三只需要一套模具,提高了生产率,有利于实现生产的自动化,模具轮廓尺寸较大,制造复杂,成本较高,但是模具使用寿命长,有利于大批量生产。比较各个方案,方案二适合在大批量生产用任意几何形状板类零件冲裁,而且比较简单,内孔数量不太多,能够保证产品的质量,生产效率也高,使用寿命长。综合生产成本方案2更经济,现确定用此方案进行生产。因此采用普通板人工送料,即可满足生产的需要。1.3毛坯排样类型及选择对所示零件,依据条料的供应形式,被冲零件形状及尺寸变形关系,排样方案有如下图:1.4确定搭边和步距大小查表(搭边数值表)知,搭边值为:沿送进方向搭边为a=1.5mm侧向搭边为b=1.5mm由此可算出步距初定为:S=c+b=510+1.5=511.5mm式中:c---制品最大宽度(mm)b---零件间侧向搭边值(mm)条料宽度b=2a+d=513mma---零件间侧向搭边值(mm)由此可以算出一个步距内材料的利用率为:η=77.9%由利用率可知,排样合理。1aa第2章冲压设备的选择冲压设备的选择直接关系到设备的安全以及生产效率、产品质量、模具寿命和生产成本等一系列重要问题。冲压设备的选择主要包括设备的类型和规格参数两个方面。选择冲床时,必须使冲床的额定吨位大于冲模所需要总的的冲裁力。压力机的工作台面尺寸应大于冲模下模座的尺寸,一般每边最小应大于50-70mm,便于安装固定模具用的压板和螺钉。一落二分割模中总的冲裁力为972.94KN,即97吨。则要选择公称压力大于972.94KN的压力机,为了提高压力机的利用率和节约经济成本,可选用400的开式压力机,所以应选择的冲压机床型号是J23—401)冲压力F落料=Ltσb=2010.62×0.5×600=603.19KN2)卸料力查[1]表2-5得卸料力系数K卸=0.055F卸=K卸F落料=0.055×603.19=331.75KN3)推件力查表2-5得卸料力系数Kt=0.063Ft=KtF落料=0.063×603.19=380KN4)模具总冲压力F总的确定。F总=F落料+F卸+Ft=603.19+331.75+380=972.94KN2.1冲裁力的计算2.2模具闭合高度的计算压力机的闭合高度是指滑块在下止点时,滑块底平面到工作台面之间的高度。调节压力机连杆的长度就可以调整闭合高度的大小。当压力机连杆调节至最上位置时,闭合高度达到最大值,称为最大闭合高度Hmax。当压力机连杆调节至最下位置时,闭合高度达到最小值,称为最小闭合高度Hmin。模具的闭合高度必须适合于压力机闭合高度范围的要求,它们之间的关系查一般为:Hmax-5mm≧Hm≧Hmin+10mm式中Hmax为压力机最大装模高度(mm);Hmin为压力机最小装模高度(mm)冲裁模具闭合高度应为各零件在高度方向的尺寸之和模具闭合高度:模具闭合高度H=上模座+上模垫板+上模+下模座+下模垫板+下模=105+40+30+80+80+45=380mm所以所选的J23—40开式单点压力机满足要求。第3章模具结构设计冲模结构是确定实现冲压工艺方案所需模具的功能结构,以及组成功能结构的零件及其安装关系。冲压模具结构的合理性,对冲裁件的质量与精度、冲裁加工的生产率与经济效益、模具的使用寿命等都有密切的关系。模具结构设计包括模具总体结构的设计和模具主要零部件的设计与选用。冲模总体结构设计就是根据所采用的模具类型、制件的精度要求、形状特点及冲压工艺方案等来确定模具的结构形式、模具的总体尺寸及模架类型,以便设计各零部件的具体结构。1—上模座2—弹簧垫圈3—六角头螺栓4—六角头螺栓5—顶料杆6—六角头螺栓7—轴孔冲8—打料杆9—定位套柄10—打料板11—六角头螺栓12—上退料板13—上模垫板14—上模组件15—导套16—垫套17—导柱18—六角薄螺母19—垫圈20—内六角头螺栓21—下退料板22—六角头螺栓23—弹簧垫圈24—下模外垫板25—下模外26—垫板27—下模内28—退料小套29—六角头螺栓30—下模座31—六角头螺栓32—键槽上冲33—下模中34—下模内垫板35—轴孔冲垫板36—六角头螺栓第一部分工作零件设计第二部分卸料装置零件设计第三部分导向零件第四部分固定零件设计固定零件设计上、下模座模座分为上模座和下模座两部分。整个模具的各个零件都直接或间接的固定在上下模座上,模座还要承受和传递压力,所以模座不仅要有足够的强度,而且还要有足够的刚度。选用模座时还应使下模座的尺寸比冲床漏料孔的尺寸每边大40-50mm以上。对于麽做的安装,上模座通过模柄安装在冲床的滑块上,下模座则用压板和螺栓固定在冲床的工作台面上。第4章典型零件的加工工艺编制用机械加工方法制造模具,在工艺上考虑模具零件的材料、结构形状、尺寸、精度和使用寿命等方面的不同要求,采用合理的加工方法和工艺路线,尽可能通过加工设备来保证模具的加工质量,提高生产效率和降低成本。要特别注意在设计和制造模具时,不能盲目追求模具的加工精度和使用寿命,应根据模具加工零件的质量要求和产量,确定合理的模具精度和寿命,否则会使制造费用增加,经济效益下降。本次设计主要对导柱及导套的机械加工及定制工艺路线。主要对导向零件导柱导套加工工艺编制模具总装配图模具工作原理这是一副用导正销顶距的冲孔落料复合模。上下模用导板导向。冲孔凸模与落料凹模之间的距离就是送料步距。送料时由固定挡料销就行初定位,由两个装在落料凸模上的导正销进行精定位。导正销与落料凸模的配合为H7/r6。由于工件简单,在送进和退料时可直接采用手动方式。谢谢欢迎各位老师批评指正!
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

![14-小英雄雨来-ppt课件(完美版)[1]](/doc-1333440.png)
 chen77477
chen77477
本文标题:冲压模具毕业设计答辩ppt
链接地址:https://www.777doc.com/doc-5409911 .html