您好,欢迎访问三七文档
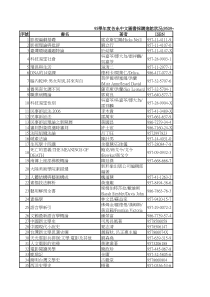
123456789101112注:压力公差按±3Kg执行序号标准件规格M8不锈钢螺母70Kg70Kg80Kg135Kg135KgM6螺母//80Kg100Kg100KgM6螺钉70Kg70Kg80Kg90Kg90KgM5螺母70Kg70Kg80Kg85Kg85KgM5螺钉70Kg70Kg80Kg100Kg100KgM5螺母柱60Kg60Kg70Kg75Kg80KgM4螺母60Kg60Kg70Kg75Kg80KgM4螺钉65Kg65Kg75Kg80Kg85KgM4螺母柱65Kg65Kg75Kg80Kg85KgM3螺母60Kg60Kg70Kg70Kg70KgM3螺钉60Kg65Kg70Kg75Kg80KgM3螺母柱60Kg65Kg70Kg75Kg80Kg4、工作台面禁止放置与生产无关的杂物;5、压铆前把螺钉或螺母柱放置于在所需压铆的工件孔内后放入下模,手远离插件区域方可踩下脚踏开关,6、禁止当手放置于插件工具下时踩踏向下脚踏板二、压铆(压力:Kg)参数对照表材料厚度1.01.52.02.53.0五金插件工艺规范一、操作技术要求1、打开电源检查设备是否处于安全、保险状态;2、禁止佩戴任何金属物品来操作此设备;2、更换上、下模具要与螺钉、螺母柱规格相符合;3、检查压铆、压力是否符合技术要求;第1页,共1页e起弧时要特别防止未焊合及烧穿;f收弧时要填满弧坑,不要立即移走焊枪;焊工操作前需根据以上规范确定焊接电流,电弧电压,气体流量等参数,工作中需经常检查,每两小时检查一次,并作好记录,对板厚大于8mm的对接焊缝,需采用开坡口焊接。3操作技术a焊机接成反极性,即工件接负极,焊机接正极;b二氧化碳保护焊可以进行全位置焊接(平焊、立焊、横焊、仰焊);c焊丝伸出长度:直径为1.2mm以下的细焊丝伸出长度为10mm;d焊接厚度为2mm以下的工件时,焊枪不作摆动;8.0~16.0≤0.50.8~1.226~29190~22020~246.0~12.0≤0.50.8~1.223~26180~20020~256.0~8.0≤0.40.8~1.221~24160~19015~205.0~6.0≤0.40.8~1.220~22150~18013~152.5~6.0≤0.30.8~1.219~21140~16012~152.0~5.0≤0.30.8~1.218~20120~15010~121.5~3.0≤0.20.8~1.216~1960~908~100.8~1.5≤0.20.815~1850~806~8a清理油污,油污使焊接产生困难,因此工件应用棉纱擦净油污;b铁锈较多时,需要进行表面打磨除锈或酸洗除锈。2焊接规范材料厚度(mm)装配间隙(mm)焊丝直径(mm)电弧电压(v)焊接电流(A)气体流量(L/Min)2焊丝:H08Mn2SiA(JQ.MG50-6),直径φ0.8,φ1.2;H08MnSiCrNiCu(耐候钢),直径φ0.8,φ1.23喷嘴:金属或瓷质喷嘴,喷嘴的孔径常用为φ12;4导电嘴:铬铜或铬镐铜等制造,孔径D=d+(0.1~0.3)mm,d---焊丝直径。注:焊接填充材料必须与所焊母材材质相符。三、焊接工艺1工件的表面清理;为了满足公司技术工人岗位培训的需要,不断提高技术工人的理论技术水平和实际操作技能,现结合本公司的实际情况,特制定以下焊接工艺规范。第一章CO2气体保护焊工艺规范一、设备1二氧化碳保护焊机:YD-200KRYD-350KRYD-500KR二、辅助材料1二氧化碳气体:纯度要求在99.5%以上;第2页,共9页a、清理油污,油污使焊接产生困难,焊缝成型变差并产生气孔。因此工件应清洗干净。2-2.51.5-2.5焊工操作前必须根据以上规范设定焊接电流及氩气流量值,工作中须经常检查,通常每两小时检查一次,并作好记录。5160-2103.29-128-96180-2203.212-148-93120-1807-95-74140-2009-125-7氩气流量(L/Min)1.560-905-75-7290-1207-95-73、喷嘴:瓷质喷嘴,喷嘴的孔径影响到氩气的保护区大小,要求备有内径为φ8-φ18的全套喷嘴。三、焊接工艺1、工件的表面清理b、氧化物,氧化物熔点较高,使焊接产生困难。因此焊前必须清除,可采用机械清理及化学处理方法。2、焊接规范:见下表材料厚度(mm)焊接电流(A)钨丝直径(mm)瓷嘴直径(mm)焊丝直径(mm)4、氩气瓶:耐压25Mpa。二、辅助材料1、氩气:氩气的纯度要求在99.9%以上;2、钨丝:铈钨丝Wc20。钨电极上允许通过的电流值:φ1-2:20-100A;φ3:100-160A;φ4:140-220A;φ5:200-280A;φ6:250-300A;4焊工应穿防护衣裤,戴防护面罩及防护手套。第二章氩弧焊工艺规范一、设备及工具1、氩弧焊机:WSE-250AYC-300WX4TIG200P2、气体转子流量计(带氧气压力表):0-25L/Min;3、铜丝刷或不锈钢丝刷:刷子丝径0.1-0.2mm四、安全防护1操作工必须持焊工操作证上岗;2二氧化碳气瓶不允许曝晒火烤,防止爆炸;3操作车间通风情况好,防止有毒有害气体伤人;第3页,共9页e、灭弧后不要将焊枪马上移走,应让氩气继续送往焊接区,减少焊缝表面氧化。不锈钢1Cr18Ni9Ti第三章点焊工艺规范点焊工艺操作顺序及要求,适用于本公司的工作环境和硬件设备一:基础设施1.点焊的电压需要稳定,由一条专线直接与点焊机连接,如出现较大的波动,需要增加稳压器,以避免对点焊质量造成影响;2.点焊设备需要做定期的检查及维修保养;1、操作工必须持焊工操作证上岗;2、氩气瓶不允许冲击和强烈震动,不允许靠近暖气及其他热源;3、氩气瓶固定垂直位置,防止倾倒;4、开启氩气阀门时,不准站在减压阀出气口的对面;5、操作车间通风要好;6、焊工应穿防护衣裤,戴防护面罩及防护手套。1、氩弧焊的焊接质量很大程度上决定于焊工的焊接技术和焊接规范的选择;2、钨丝伸出长度不超过保护罩的3-5mm,电弧长度保持1-3mm;3、在端焊缝和角焊缝焊接时,最好加挡板,减少氩气流失;4、每次加料时,焊丝末端不要移出氩气保护区。5、对接头要保证焊透。五、安全防护4、起弧和灭弧:a、引弧时最容易引起钨夹渣,要求在焊缝旁放一块铝板或石墨板,在板上引弧,待电弧稳定后,再移入焊接区;b、起弧时电弧不稳定,未达到稳定的焊接规范,易造成未焊透,焊缝质量不易保证,希望使用引弧板;c、不允许在工件的任意部分引弧,因为引弧的斑点会产生小裂纹;d、收弧时,电弧逐渐拉长,应加速焊丝的填充速度,将弧坑填平;四、操作技术316LGB/T1983E316L-16ER3O8低碳钢与不不锈钢组焊ER3O91Cr18Ni91Cr18Ni9Ti3、焊丝选择:见下表焊接金属焊丝焊接金属焊丝第4页,共9页以上规定必须由检验人员进行监督和跟踪检查。此规范从2013年11月1日起执行。六:试片的管理1.试片在使用时必须与点焊产品的材料相同;2.试片的检查方法:当两个试片中最薄的试片厚度<2mm,以附图1的检测方法为主(即旋转法),当两个试片中最薄的试片厚度≥2mm,以附图2的检测方法为主(即撕裂法),做到满足要求方可批量生产;3.使用过的试片需要保存在指定区域内,并将首件和过程中的正常使用数据可以直接记录在点焊质量检查表上;4.试片上要标明点焊日期和试片材料厚度;5.试片的存放周期为一个月,一个月后做报废处理。四:辅助工作台的使用要求和制作1.当零件的最大平面尺寸大于600mm时,需要使用辅助工作台;2.当零件有特殊要求时,需要根据产品的特征制作辅助工作台;五:电极的材料和使用寿命确认1.电极的材料必须按本公司的规定的铬镐铜制作和加工;2.电极的使用寿命即水冷到加工面的距离不小于5mm,可以制作检具进行检查;5.开始进行生产前的点焊试验,允许用试片代替,需要对焊接参数、强度、熔核直径、检测方法进行确认。三:生产过程点焊质量控制1.首件确认,使用与生产零件厚度相同及材质相符的材料进行点焊确认,参数的设定要与相应的机床参数相同,并将点焊的参数记录在点焊质量检查表;2.过程中需要进行定时的点焊强度、核心确认,并将数据记录在点焊质量检查表;3.所有的点焊试验结果必须要有检查人员确认,并记录在点焊质量检查表上;4.点焊到额定的焊点数量后(见第八页上的“相关要求”),必须对电极进行修理4.增设辅助工作台,保证一定的高度不变。二:生产前基础值的设定及操作准备1.点焊机的开机参数,见各台点焊机参数表;2.点焊电极的检查,内容包括电极表面、熔核直径、上下电极同心、电极是否满足生产要求;3.冷却水开关打开、气阀打开;4.辅助工作台的高度调整到与下电极一样高;3.冷却水的流速确认,加工零件时一定要打开;第5页,共9页12345671234567123456项目项目项目序号序号序号熔核直径(mm)6.0~9.05.0~7.0//休止时间(周波)18~2218~2218~1918~19电流调节6.5~7.56.5~7.08.5~9.59~10焊接时间(周波)18~2018~205~66~8维持时间(周波)18~1918~1919~2019~202.0与5.03.0与3.51.5~3.01.5~3.0加压时间(周波)38~4838~4845~4845~48扭矩要求(NM)5080100设备编号:753-3低碳钢及材料厚度M6螺栓及材料厚度M8螺栓及材料厚度10~12休止时间(周波)8~108~108~108~108~108~10维持时间(周波)8~108~108~118~1110~1212~14焊接热量70~7575~8075~8080~8585~9090~95焊接时间(周波)9~1011~1210~1212~1311~1210~12加压时间(周波)8~98~98~108~108~108~10预压时间(周波)8~108~109~109~1010~12M6螺母M8螺母M10螺母1.0~3.03.5~6.01.0~3.03.5~6.01.0~3.03.5~6.0扭矩要求(NM)5080100设备编号:753-2六角螺母规格与材料厚度(mm)10~12休止时间(周波)8~108~108~108~108~108~10维持时间(周波)8~108~108~118~1110~1210~12焊接热量55~6060~6565~7070~7575~8080~85焊接时间(周波)6~77~88~910~128~910~12加压时间(周波)8~98~98~108~108~108~10预压时间(周波)8~108~109~109~1010~120.8~3.03.5~6.01.0~3.03.5~6.01.0~3.03.5~6.0低碳钢点焊工艺规范设备编号:753-2四角螺母规格与材料厚度(mm)M6螺母M8螺母M10螺母第6页,共9页12345671234567设备编号:753-2123456项目项目项目序号序号序号设备编号:753-6、753-77~9休止时间(周波)6~86~86~86~86~86~8维持时间(周波)7~97~97~97~97~96~8焊接热量65~7570~75105~115120~130115~125130~145焊接时间(周波)5~66~85~66~85~68~10预压时间(周波)7~97~97~97~97~97~9加压时间(周波)8~108~108~108~108~10设备编号:753-6、7M6螺栓及材料厚度M6螺栓及材料厚度M8螺栓及材料厚度1.5~3.03.5~6.01.5~3.03.5~6.01.5~3.03.5~6.08~10熔核直径(mm)4.0~6.04.0~6.05.0~7.04.0~5.05.0~6.06.0~8.0休止时间(周波)6~126~1210~128~108~10125~135维持时间(周波)6~86~88~1210~1210~1210~12焊接热量95~25100~125115~140125~135125~1358~10焊接时间(周波)12~
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 flj890127
flj890127
本文标题:焊接工艺规范
链接地址:https://www.777doc.com/doc-5493417 .html