您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > 新松机床上下料智能搬运机械手技术方案
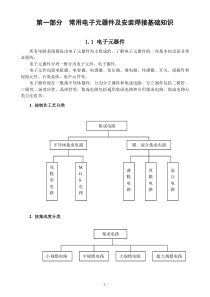
机床上下料自动生产线技术方案甲方:济南中船设备有限公司乙方:沈阳新松机器人自动化股份有限公司2013年05月17日1技术方案目录1.项目背景及设计要求21.1方案适用的产品21.2现有人工生产线线上设备情况31.3自动化生产线总体要求42.方案内容描述42.1机器人自动化生产线42.1.1设备配置42.1.2桁架式机床上下料智能搬运机械手性能参数及布局82.1.36轴垂直关节机器人生产线性能参数及布局92.1.4末端手爪112.1.5甩料台122.1.6上料台122.1.7下料台132.1.8过渡站132.1.9总控控制系统142.1.10安全防护172.1.11方案比较182.1.12现场改造内容183.工艺流程203.1上下料机械手工作区域203.1.1布置图简介203.1.2动作流程介绍223.1.3控制系统223.1.4生产能力介绍233.1.5关于断屑、清除切屑问题的解决方法244.现场环境要求及需要配合的工作254.1设备对现场环境要求:254.2现场需要配合的工作:255.设备培训与使用256.质保与售后257、其它说明277.1提供技术文件清单277.2双方合作中的责任与义务272技术方案1.项目背景及设计要求本项目是将济南中船设备有限公司现有6种螺栓类产品的人工生产线改造为智能自动化生产线。1.1方案适用的产品自动化加工数据分析统计表序号零部件名称材质用料规格及长度下料重量年用量(件)加工工艺加工节拍(min)年时基数(min)设备数量设备负荷1螺栓142CrMoAφ28×4822.335320数控车4.52409600.1350.735945112螺栓296004.50.240.747011953螺栓342CrMoAφ35×4253.166700数控车4.870.1850.731959554螺栓435CrMoAφ28×3471.1826000铣打机1.370.20.73912683粗车2.470.360.740325735螺栓535CrMoAφ22.5×3110.9762000铣打机1.370.470.75001413粗车3.171.10.741503686螺栓635CrMoAφ28×3611.7412000铣打机1.370.10.68227092粗车40.270.73778958精车3.10.250.61752988合计1216203.52年时基数=251*8*60*2年产量12160件AD-15B数控车床需要数量4台KPD70/680铣打机1240960分钟3技术方案1.2现有人工生产线线上设备情况1)安阳AD-15B数控车床设备名称数控车床设备型号AD-15B生产厂家河南安阳机床数量4数控系统FANUC0i-TD通信接口以太网数字量接口有数字量接口数15DI、13DO数字量接口可扩展性可以刀具管理、刀具补偿、等控制功能开放性需与FANUC确认2)KPD70/680铣打机设备名称铣打机设备型号KPD70/680生产厂家温岭市巨鑫机床厂数量1数控系统CNC-100T/6A江苏仁和新技术产业公司(RENHE)以太网通信接口无其他通信接口待确认数字量接口有数字量接口可扩展性可以高级功能开放性需与厂家确认4技术方案1.3自动化生产线总体要求本次项目需要结合成功案例在现场重新对机床生产线进行布局,设计桁架式机器人生产线和6轴垂直关节机器人生产线2种方案;设计工件毛坯放置台、工件检测台、工件成品下料台;自动线总控系统具有对线上车床的刀辅具进行寿命管理的功能,并具有完备的加工中断屑处理方案、加工件到位检测方案、不同加工件切换方案、对切换调整时间(含加工精度及刀具)进行估算。2.方案内容描述2.1机器人自动化生产线本次项目方案分为两种:1)桁架式机械手自动化生产线:新松SC-20x桁架式机床上下料机械手是针对轴承类工件的自动车削、铣钻等加工设计整套物料搬运及储存设备,配合甲方AD-15B车床、KPD70/680铣打机构成高产能、高精度且具有完整性的自动化生产单元,以满足甲方的机床智能化自动生产线的实际需求。2)6轴垂直关节型机器人生产线:KUKAKR60-3机器人具有全新的外型设计,动作速度出类拔萃,具有丰富的外部接口及扩展能力,拥有完全开放的自主系统,支持各种应用开发。适用于搬运、机床上下料、打磨、码垛、涂胶、装配、包装等领域。2.1.1设备配置本项目共涉及2台三轴机械手(或2台6轴机器人)以及其它相关配套设备组成,下面对其进行分别介绍:1)桁架式机械手生产线中包括的设备有:总控IPC及其电控柜,R1上下料机械手及R1电控柜,R2上下料机械手及R2电控柜,上料台,下料台,人工抽检台,过渡站等。配置如下表所示:5技术方案桁架式上下料智能搬运机械手设备配置及功能序号设备名称数量(套)具体配置或功能描述供货商1.总控1以太网交换机IPC及其调度系统软件触摸显示器沈阳新松2.机床上下料智能搬运机械手2交流伺服电气控制的三自由度机械手编程操作台及连接电缆具有多重保护和自我诊断功能的控制器机械手运动控制软件沈阳新松3.上料台2控制柜士林变频器传感器机械部件沈阳新松4甩料台2传感器机械部件沈阳新松5下料台2士林变频器低压电器机械部件沈阳新松6人工抽检工作台2低压电器机械部件沈阳新松7过渡站2士林变频器低压电器机械部件过渡装置沈阳新松桁架式机械手6技术方案机床上下料设备走线图①电机动力、码盘以及信号线穿波纹管进X轴拖链,进柜接头处选90度过渡头,保证整根线中间不打断;②料台动力、I/O线,穿波纹管直接进料台;③总控信号线,穿细波纹管直接进总控电控柜;④机床I/O交互,穿波纹管接重载连接器与机床IO接口重载连接器连接;2)6轴机器人生产线中包括的设备有:总控IPC及其电控柜,R1上下料机械手及R1电控柜,R2上下料机械手及R2电控柜,上料台,过渡站,下料台,人工抽检台等。配置如下表所示:垂直关节型机器人生产线设备配置及功能序号设备名称数量(套)具体配置或功能描述供货商1.总控1以太网交换机IPC及其调度系统软件触摸显示器沈阳新松2.6轴垂直关节型机器人2交流伺服电气控制的6自由度机械手编程操作台及连接电缆具有多重保护和自我诊断功能的控制器机械手运动控制软件KUKA3机器人外部轴滑台1伺服系统传感器士林变频器机械部件沈阳新松7技术方案4上料台2控制柜士林变频器传感器机械部件沈阳新松5甩料台2传感器机械部件沈阳新松6下料台2士林变频器低压电器机械部件沈阳新松7人工抽检台1低压电器机械部件沈阳新松KUKA6轴机器人本体KUKA6轴机器人示教盒8技术方案KUKA6轴机器人控制柜2.1.2桁架式机床上下料智能搬运机械手性能参数及布局桁架式机械手性能参数及布局形式如下:桁架式机械手布局方案桁架式上下料智能搬运机械手生产线布局2设备清单序号设备名称数量(套)供货商1.总控1沈阳新松2.机床上下料智能搬运机械手2沈阳新松3.上料台2沈阳新松4甩料台2沈阳新松铣打机车床1车床2车床3车床4机械手R1机械手R2上料台下料台人工抽检台9技术方案5下料台2沈阳新松6人工抽检台2沈阳新松7过渡站2沈阳新松2.1.36轴垂直关节机器人生产线性能参数及布局6轴垂直关节型机器人生产线性能参数及布局如下:6轴垂直关节机器人技术指标品牌KUKA型号KR60-3有效负载(kg)30附加负载(kg)35最大作用范围/Z行程(mm)2429轴数6重复定位精度≦0.06机器人本体重量(kg)679安装方式地面,天花板控制柜型号KRC2ed05轴参数范围A1±185°A2+35°/-135°A3+158°/-120°A4±350°10技术方案A5±119°A6±350°轴参数速度A1128°/sA2102°/sA3128°/sA4260°/sA5245°/sA6322°/s6轴垂直关节型机器人生产线性能参数及布局如下:6轴垂直关节型机器人生产线布局铣打机车床1车床3车床2车床4上料台下料台人工抽检台机械手R1机械手R211技术方案6轴垂直关节型机器人生产线布局设备清单序号设备名称数量(套)供货商1.总控1沈阳新松2.6轴机器人2KUKA3.上料台2沈阳新松4甩料台2沈阳新松5下料台2沈阳新松6人工抽检台1沈阳新松2.1.4末端手爪手爪部分采用两指气爪对轴类工件进行夹持,确保工件的平稳搬运。手爪负载为5kg,采用两个对置的气爪布置形式,其中上料气爪为摆动气爪,可进行±180°旋转,可实现零件的180°翻转并装夹。为维持工件的尺寸精度,手指材料采用高强度的尼龙材料,满足强度的要求下,不损伤工件。末端轴配有气喷,在无人维护的条件下,清理铁屑。手爪机械手夹取工件下料后,旋转90度上料,手爪到位后机床卡盘夹紧,机械手移开,机床刀架上顶尖顶住另一端,机床手爪松开,顶到位后,机床二次夹紧。12技术方案2.1.5甩料台甩料台部分采用辊子结构,采用料满报警和调节角度的配置。安装于测量机旁,用于收集测量后不合格的工件,槽为辊子斜面,使工件可自由滑下。滑道下方配有插水接头及水管,以便将切削液接回水箱,如图2.6。图2.6甩料台甩料台安装于桁架立柱或机床侧面,安装时并需检查周围空间,以免安装干涉。2.1.6上料台上料台采用采用链条加固定治具的方式输送,可储存工件50件,两个上料台可满足2小时连续加工。工件到达加工位置后使用传感器检测并发出信号,若连续三个料架检测无工件,则上料台为空,发出报警信号。侧面采用尼龙类软材料填充制作,避免碰伤毛坯料。上料台13技术方案上料台独立安装,安装时需检查周围空间,以免安装干涉。可以通过打螺栓固定于地面。2.1.7下料台下料台采用动力辊子对工件进行运输,通过机械手不同下料点的示教,实现工件的并排摆放,辅之以动力辊子的输送,实现工件的自动匀速堆积。下料台配有手动和自动两种模式,方便调试和故障排除。采用链条加固定治具的方式输送,采用滑台与料筐对接,存储量大,侧面采用尼龙类软材料填充制作。下料台下料台独立安装,安装时需检查周围空间,以免安装干涉。可以通过打螺栓固定于地面。2.1.8过渡站过渡站部分主要起到换手夹件的作用,即工件在机械手之间的转换通过过渡站实现。因此过渡站仅具夹持机能,并由机械手通过I/O讯号驱动控制。14技术方案过渡站机械手横向放料,机械手移开,夹紧手爪夹紧工件,旋转180度,夹紧手爪松开,机械手到位抓料,夹取工件后移开。2.1.9总控控制系统由于本方案内容包含加工设备、机械手、物料储运系统等诸多设备,因此必须设置一个控制系统以链接各个设备,本生产单元中由于加工属于连续制程,而且因为本生产单元链接四部车床、一部铣打机以及机械手与供料托盘等设备,为统一控制权、避免相互待机并设计较完善之人机接口,本生产线将以工控机设置独立主控系统,负责生产控制并以触摸显示器、键盘、鼠标作为人机接口,主控系统以交换机与其它设备联机,换料时车床与机械手直接以I/O讯号通知作业,机械手同样依据作业流程以I/O讯号通知供料设备供料。15技术方案桁架式机械手生产线布局控制网络以太网交换机RC1轴驱动器轴驱动器轴驱动器轴驱动器轴驱动器轴驱动器车床2车床1变频器2变频器1上料转台电机下料转台电机RC2轴驱动器轴驱动器轴驱动器轴驱动器轴驱动器轴驱动器车床4车床3变频器4变频器3上料转台电机下料转台电机总控IPC以太网示教盒电磁阀传感器润滑装置电磁阀传感器润滑装置铣打机外部轴外部轴6轴机器人生产线布局控制网络本控制器具有自动/示教等操作模式,但由于生产制程仍保留部分弹性,例如翻转站启用与否之选择则已事先建立于不同流程程序中,操作人员必须先手动示教流程程序后再自动执行。总控系统具备生产数据统计调取功能,通过与各个机床的数据交换采集并整理生产数据,并且可以实现刀具的寿命管理,对于达到使用次数的刀具,在下一16技术方案次切削中自动切换为新刀具。当刀盘上的所有刀具均达到使用寿命时自动线停止并提醒人工更换刀具。生产流程:在自动模式下系统一生产流程可分为初始进料流程、正常运转流程及清料流程等三
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 kirinqxp
kirinqxp
本文标题:新松机床上下料智能搬运机械手技术方案
链接地址:https://www.777doc.com/doc-5498715 .html