您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > CELL生产方式介绍
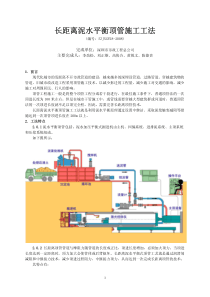
1、世界NO!1组装拉线--CELL生产方式介绍OHC-IE事务局2002年8月16日一、生产方式的变革变革的动力-----顾客的需求在变化企业以满足顾客需求为首要目标一、生产方式的变革1.十九世纪前市场特点:需多供少---手工作坊特点:产量低,品质不能保证,技能要求高进入20世纪,顾客需求量增大,对品质要求高变革2.十九世纪~二十世纪:市场特点:供需两旺----以流水线为主体的大规模生产特点:产量大,品质提高20世纪后期,顾客需求个性化突出一、生产方式的变革变革一、生产方式的变革3.二十一世纪(发达国家从20世纪90年代开始,中国从21世纪初开始)市场特点:多品种,小批量,变化快---柔性生产方式特点:产量和品种能快速对应市场变化特别是数码相机1.优点:(1)流水线适用于大批量,单一品种的生产(2)一条生产线上的搬运、移动通过机械设备完成(3)生产统制性高,即容易控制生产速度(4)每个作业者承担少量作业,重复次数多,故教育容易,训练时间短二、流水线生产方式优缺点二、流水线生产方式优缺点2.缺点:(1)设备投资大,日常运行维护费用高(2)流水线生产必须在一定产量前提下,如产量发生变化,则。
2、需重新设置生产线和员工教育(3)多品种小批量生产时,需投入的设备、空间更大(4)当产品构成复杂时,反而制约各组件的运送(5)员工只承担小部分作业,缺乏人性化(6)仕挂多,LeadTime长,生产流动资金投入大三、柔性生产方式的种类1.CELL生产方式--------选定一个最小单位生产量(CELL)进行工序设定,然后根据市场变化复制该CELL,以同样方式进行生产.注:CELL可以是人员与生产资料的组合,也可以是单纯的人员组成KBU采用的是CELL生产方式,且CELL也是由人员组成复制(一)(二)CELL1CELL2每单元内4人即4个CELLCELL1CELL2CELL3三、柔性生产方式的种类2.固定、变动共存的柔性生产线-------将未来市场的最低需求量采用固定生产线,而对于变动量则采用柔性生产线来对应注:市场最低需求量也为基本生产量,当月产量为基本生产量加上变动生产量,缺点是需2套设备基本生产量变动生产量生产量产量时间基本生产量变动生产量三、柔性生产方式的种类3.小推车式柔性生产线------将生产资料按作业顺序相对固定,作业员以小推车带着作业对象依序边作业边移动注:产量变化时,只。
3、需增加作业员或单人产量即可达成部品放置线部品放置线四、CELL生产方式的特征1.废止皮带式流水线,采用可移动的独立式作业台优点:(1)变换灵活(2)投资造价低(3)运行、维护费用低(4)便于改装,可满足各种特殊要求皮带式流水线独立式作业台2.布局为花瓣形,部组、本流生产同期化优点:(1)周转仕挂少(0~5个)(2)LeadTime短(3)减少搬运(4)信息反馈快四、CELL生产方式的特征本流3本流2本流1部组2部组1四、CELL生产方式的特征3.各单元内采用巡回作业方式(追兔式)优点:(1)员工多能化(2)产量增减只须增减人员(3)个人能力可以体现(4)平衡损失减少四、CELL生产方式的特征4.实施“一个流”优点:(1)仕挂少(每人一个)(2)LeadTime短(3)机型切换准确、灵活(4)减少产品的中间取放(5)员工责任心强这是我做的五、KBU第一条CELL拉线原型修改日期:2002/01/30作成日期:2002/01/21个装室预留位置本流办公区(十)(一)(五)(六)(七)(二)(三)(四)中盖U(八)(九)(十一)本流部品临时置场(一)(八)(一)(四)后盖U(一)(二)重点检。
4、查(三)(四)(十四)EE(十)(十一)(十二)(十三)AF-II调整机本流U4(九)ZPK检查机(三)(二)(十二)(十四)(二)(十三)(十二)(五)(六)(七)(八)(九)(十)(十一)ZPK调整机(十)(十一)(十三)(九)(十)(十一)(九)ZOOMZPK调整机(六)(三)(四)(五)(五)(七)前盖U1(八)(六)(十)本流U3(八)(七)(十二)(十三)(九)(八)(七)(二)(一)(六)前盖U2投影暗房镜框U3(一)(八)(一)(八)(九)(十)(三)取景器U2取景器U1(四)(九)(二)UV照射炉(三)(一)(十一)(一)(九)(一)视度调整机(十)(二)(二)(十)(三)(八)AF-I检查机(五)(四)(十二)(八)(五)(六)(十一)(七)(七)(四)(五)(五)(三)(四)(六)(五)(六)(七)本流U2卷片室U1(三)(二)(五)(四)(六)(三)(七)(二)(一)(四)FINDER办公区(六)本流U1(四)(五)(十二)(十二)(七)(八)(九)卷片室U2(一)(十二)(一)(二)(二)(四)(十)(九)(三)(六)(八)(七)(五)(十一)(三)(十)(十。
5、三)(十四)(十)(十一)(十一)(九)镜框办公区(七)(三)(三)(一)(二)(六)镜框U2镜框U1(三)(七)(四)(六)(一)(八)(七)(九)(二)(二)(三)(五)(四)(六)(一)(二)(五)(五)(四)(五)(六)加工U(四)1.布局五、KBU第一条CELL拉线原型2.电、气的灵活布置(1)悬挂式电气布局(2)可拆移电气安装可拆移的电气接入方式高压气管抽风排气管电源(220V、100V)3.拉线作成(1)U形排布(2)“口”字形排布五、KBU第一条CELL拉线原型1.直接要员生产性六、指标达成结果要员生产性(台/人)8.738.849.170.01.02.03.04.05.06.07.08.09.010.0流水线CELL拉线结果:提高1.22%,减少2人166人164人2.面积生产性六、指标达成结果2.23.20.00.30.60.91.21.51.82.12.42.73.03.3流水线CELL拉线面积生产性(台/M2.班)目标:3.1台/M2.班结果:提高47.0%,减少面积108M2占用面积336.1m2占用面积228.07m23.仕挂4366422522632587。
6、832198961713870500001000001500002000002500003000003500004000004500005000007月末8月末9月末10月末11月末EDP总在库金额(HK$)相对9月份减少33.8%减少53.1%现场盘点仕挂金额六、指标达成结果22745029930234545420547016723711877514943514157396304657011086751498672038811091661015360500001000001500002000002500003000003500004000007/158/269/810/2812/1总金额组件金额单品金额组件金额相对9月份减少53.6%4.LeadTime六、指标达成结果98.637.3020406080100120流水线CELLR拉线取景器在本流LeadTime(分)目标:88.74结果:缩短62.2%,共61.3分钟5.非现流机种残余仕挂六、指标达成结果16633.621571.198316.81020004000600080001000012000140001600018000流。
7、水线CELL拉线11634580102030405060708090100110120流水线CELL拉线金额(HK$)数量减少90.6%减少70.7%第一阶段:问题点:1.U间平衡损失大(编成效率91%)2.效率难于可持续提高3.拉线变化困难4.产量不易变动(变动级差大)5.立上速度慢七、CELL生产方式在KBU的发展第二阶段:U间平衡原理:七、CELL生产方式在KBU的发展U1U2U3U4U5理论人数3.6人合计20.9人4人5人4.8人3.4人5.6人3.5人第一阶段人数U间平衡人数3人4人6人4人合计23人合计21人4人3人5人3人3名多能工减少2人,提效9.0%第二阶段:第一阶段与第二阶段对比:七、CELL生产方式在KBU的发展第二阶段:布局:七、CELL生产方式在KBU的发展第三阶段:第二阶段问题点:1.拉线变换动作量大,没能形成通用拉线2.多能工要有一定管理水平3.多能工有一定走动损失4.拉线不整齐5.物流不清晰七、CELL生产方式在KBU的发展第三阶段:布局七、CELL生产方式在KBU的发展钮台护罩开关护罩开关护罩清洁外观完检清洁外观完检电池壁发光机闪灯1部品区闪灯2闪灯。
8、3闪灯前盖护罩S3调整解像发光S3调整后盖空箱处解像评价修理台取景器2取景器3本流1本流2热风焊接溶着机视度调整UV炉显示器护罩臂MC基板显微镜镜框电池壁钮台取景器1UV照射机护罩臂FST软本流3本流4S12调整调整机S12调整清洁外观卡盖录像放映解像评价S3调整S12调整录像放映完检完检完检S12调整读取数据读取数据最终最终第三阶段:与第一阶段对比优点:1.效率提升5%,且可持续提高2.面积生产性提高10%,相对于流水线提高50%3.拉线整齐,物流明晰4.多能工得到培养七、CELL生产方式在KBU的发展1.在组装生产的方向1)引进U间看板管理,控制拉线内仕挂2)探讨U间竞争机制,体现人性化管理3)一人完结管理,降低间直比率4)培养多能工,形成人才阶梯八、CELL生产方式后续探讨2.在其他生产领域的方向CELL生产是一种理念,并不是一种固定的形式,其核心思想是:生产(产量和品种等)可随市场变动而灵活变动,且损失最小。故此种生产方式也可在OHC各部门相继展开,此也是未来生产领域的主流方向八、CELL生产方式后续探讨结束欢迎指导。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 eternitypd
eternitypd
本文标题:CELL生产方式介绍
链接地址:https://www.777doc.com/doc-5544314 .html