您好,欢迎访问三七文档
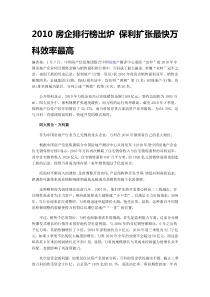
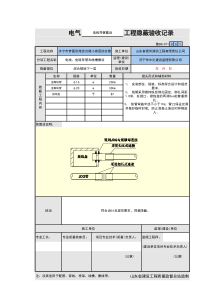
国家职业技能鉴定统一试卷中级电焊工技能操作试卷一、说明:1、本试卷命题以可行性、技术性、通用性为原则编制的。2、本试卷是依据1995年劳动部、机械工业部联合颁发的《中华人民共和国电焊工职业技能鉴定规范(考核大纲)》设计编制。3、本试卷主要适用于考核中级手工电弧焊工。4、本试卷无地域和行业限制。5、本试卷无其他特殊要求。二、项目:1、试题名称(一)Q235钢板平对接焊(图1)(二)Q235钢板立对接焊(图2)2、试题文字或图表的技术说明:技术要求1、焊条直径自定。4、准备时间:15min。2、钝边、间隙自定、板状试件允许采用反变形。5、正试操作时间:60mim。3、试件离地面高度自定。6、总时间75min。三、Q235钢板平对接焊评分表平对接焊评分表项目序号考核要求配分评分标准检测结果得分焊缝外观质量1表面无裂纹5有裂纹不得分2无烧穿5有烧穿不得分3无焊瘤8每处焊瘤扣1分4无气孔5每个气孔扣1分5无咬边8深度大于0.5mm,累计长15mm,扣1分6无夹渣8每处夹渣扣1分7无未熔合9未熔合累计长度10mm,扣1分8焊缝起头、接头、收尾无缺陷8起头、收尾过高、脱节每处扣2分250120+b120+b606066250图1图29焊缝宽度不均匀≤3mm8焊缝宽度变化3mm,累计长50mm,扣2分安全文明生产10违章从得分中扣分10焊缝外形尺寸11焊缝允许宽度10~12mm8每超宽1mm,累计长50mm,扣2分12焊缝余高1~1.5mm8每超宽1mm,累计长50mm,扣2分焊后变形错位13角变形≤3°8超差不得分14错位量≤0.5mm5超差不得分总分100总得分考评员考试计时自时分起至时分止计考场纪事:考场负责:监考:年月日四、Q235钢板立对接焊评分表立对接焊评分表项目序号考核要求配分评分标准检测结果得分焊缝外观质量1表面无裂纹5有裂纹不得分2无烧穿5有烧穿不得分3无焊瘤8每处焊瘤扣1分4无气孔5每个气孔扣1分5无咬边8深度大于0.5mm,累计长15mm,扣1分6无夹渣8每处夹渣扣1分7无未熔合9未熔合累计长度10mm,扣1分8焊缝起头、接头、收尾无缺陷8起头、收尾过高、脱节每处扣2分9焊缝宽度不均匀≤3mm8焊缝宽度变化3mm,累计长50mm,扣2分安全文明生产10无违章行为10焊缝外形尺寸11焊缝允许宽度8~10mm8每超差1mm,累计长50mm,扣2分12焊缝余高1~2.5mm8每超差1mm,累计长50mm,扣2分焊后变形错位13角变形≤3°5超差不得分14错位量≤0.5mm5超差不得分总分100总得分考评员考试计时自时分起至时分止计考场纪事:考场负责:监考:年月日国家职业技能鉴定统一试卷中级电焊工技能试卷(M–06)一、说明1、本试卷命题是以可行性、技术性、通用性为原则编制的。2、本试卷是依据1995年劳动部、机械工业部联合颁发的《中华人民共和国电焊工职业技能鉴定规范(考核大纲)》设计编制的。3、本试卷适用于考核中级手工电弧焊工。4、本试卷无地域或行业限制。5、本试卷无其它特殊要求。二、项目1、试题名称:一、低合金钢板—板对接立位手弧焊二、低合金钢管板(骑座式)垂直府位手弧焊2、试题文字或图表的技术说明:装配图技术要求:1、要求单面焊双面成形。2、钝边、间隙自定,板状试件允许反变形。3、焊条直径自选。4、试件离地面高度自定。三、考试规则1、所用试件,焊接材料的种类和数量必须按管理制度领用,试件要统一打印钢字考号标记。2、考生应提前五分钟持准考证进入指定的考位。3、考评人员与考生比例为1:5。4、除考评人员及有关工作人员外,其它人员不准进入实际操作考试现场。5、焊接时不允许坐着或依靠其它物件。6、试件的点固、焊接及清理应由考生独立完成。7、每个试件应连续焊完,一个试件尚未焊接完毕,不准焊接另一个试件。8、对有位置要求的试件(板状的立位、横位、仰位;管状的水平固定;管板的水平固定或垂直仰位等)应按规定要求于焊接前固定好,整个焊接过程中(包括层间清理)不准取下,直至该试件焊接完毕。9、考试过程中不允许使用磨光机。10、考生应在规定的时间内完成全部焊接工作。考评人员通知限时一到,应立即切断电源停止考试。11、考生在焊接结束后,应立即关闭焊机,彻底清理焊件表面的焊渣、飞溅,试件应保持原始状态,不允许补焊、修磨或任何形式的加工。考生将清理好的试件交到指定地点,并彻底清理焊位现场。12、考生在整个考试过程中,应遵守电焊工安全操作规程,做到文明生产。对违犯考试规则不听劝阻或违犯安全操作规程出现重大事故者,取消考试资格,并按有关规定处理。四、考核总时限1、准备时间:30min2、正式操作时间:120min3、总时间:150min五、试件的检验及评分1、试件必须是原始状态,不允许有任何形式的加工、修磨及补焊,否则该试件无效。2、试件的检验及评定应按照试件质量评分表的次序进行。3、评分表中各项只要出现任何一项不合格,则可认定该试件为不合格,终止对该试件的检验,对不合格试件不予评分。4、试件的外观检查,必须由3名以上考评人员进行,并将缺陷状况及实测尺寸数据填入各相应项表格中。5、外观检测方法,可借助5~10倍放大镜、焊接检验尺、钢板尺等检测工具来测量焊缝外形尺寸及缺陷尺寸。6、在外观检查某些项计算扣分时,应取整数,对计算出的小数处理方法:四舍六入。五的进舍原则是看小数点前面的个位数字,如是奇数则进一,如是偶数则舍去。7、所有检验结果均为一次性检验结果。8、板状试件两端20mm范围内缺陷不做评定。六、板对接试件质量评分表姓名考号得分板件材质规格焊接位置总扣分外观外观缺陷序号缺陷名称合格标准缺陷状况合格范围内的扣分标准扣分1裂纹、焊瘤、未熔合不允许2咬边深度≤0.5mm,两侧咬边总长≤45mm每10mm扣1分3未焊透深度≤15%δ且≤1.5mm,总长度≤30mm,(氩弧焊打底不允许未焊透)每10mm扣1分4背面凹坑深度≤20%δ且≤2mm,总长≤30mm(仰位不规定)每10mm扣1分5表面气孔允许≤2mm的气孔4个每个扣1分检查6夹渣深≤0.1δ,长≤0.3δ,允许3个每个扣1分7角变形≤3°>2°扣2分8错边量≤10%δ>5%δ扣2分外形序号名称合格标准实测尺寸合格范围内的扣分标准扣分尺寸1焊缝正面余高0-3mm(手弧焊、半自动焊其它位置0-4mm)>2mm扣2分2焊缝余高差≤2mm(手弧焊、半自动焊其它位置≤3mm)>1mm扣2分3焊缝宽度差≤3mm>2mm扣2分4单面焊焊缝背面余高≤3mm>2mm扣3分内部质量合格标准底片级别合格范围内的扣分标准扣分GB3323Ⅱ级Ⅱ级焊缝扣10分机械性能试验合格标准面弯(一件)钢种弯曲角度试双面焊碳素钢、奥氏体钢180°验其它低合金钢、合金钢100°结背弯(一件)单面焊碳素钢、奥氏体钢90°果其它低合金钢、合金钢50°考评人员签章______________________________年___月___日七、骑座式管板试件质量评分表姓名考号得分管、板材质规格焊接位置总扣分外序号缺陷名称合格标准缺陷状况合格范围内的扣分标准扣分外1裂纹、焊瘤、未熔合不允许观2咬边深度≤0.5mm,两侧咬边总长不超过焊缝长度的20%按缺陷长度比例扣1-8分检观3未焊透深度≤15%S且≤1.5mm,长度不超过焊缝长度的10%,(氩弧焊打底不允许未焊透)按缺陷长度比例扣1-5分缺4背面凹坑深度≤25%S且≤1mm,长度不超过焊缝长度的10%按缺陷长度比例扣1-4分陷5表面气孔允许≤0.3S的气孔4个每个扣2分查6夹渣深≤1mm,长≤1.5mm不超过3个每个扣2分外形序号名称合格标准实测尺寸合格范围内的扣分标准尺1焊脚尺寸S+(3~6)mm不扣分寸2焊脚凸凹度≤1.5mm不扣分通球合格标准检验结果检验顺利通过为合格序号缺陷名称合格标准缺陷状况合格范围内的扣分标准扣分宏1裂纹、未熔合不允许观>1.5mm不允许金相检2气孔或夹渣尺寸>0.5mm且≤1.5mm,允许1个每发现一个符合该缺陷范围的检查面扣3分验≤0.5mm,允许3个每发现一个符合该缺陷范围的检查面扣3分考评人员签章______________________________年___月___日电焊工高级技能操作试题试题名称:管V形坡口对接斜45°固定手工氩弧焊(AAB)1.考试要求(1)严格按安全操作规程操作。(2)必备的工具齐全,劳保着装整齐。(3)严格按焊接程序(WPS)进行操作。(4)单面焊双面成形。(5)符合安全文明生产要求。2.考试时限(1)准备时间:15分钟。(2)操作时间:30分钟。(3)计时从正式操作开始,提前完成操作不加分,超过规定时间,按规定标准评分。3.焊前准备①材料的准备:以下所需材料由检修车间准备序号名称规格一人用量备注120#钢管219X12.7X1502件坡口角度60±5°,允许选用其他材料,管径在159X219,厚度在10-14.2Q235-B钢板300X70X103块板中心有1处30mm凹槽3JG-50焊丝2.4MM3根可选用ER50型号其他焊丝4钨极2.4mm1根5CHE58-1焊条3.2mm30根焊条在350-400℃范围烘干6氩气每台设备配备1瓶②设备、工具、量具准备:由检修车间准备序号名称规格数量备注1交、直流氩弧焊机直流电焊机根据实际情况定每工位1台2氩气减压阀根据实际情况定每台一块3焊条烘干箱根据实际情况定检修车间2台4焊条保温桶根据实际情况定每工位1个5焊接检验尺HJC-40不少于2件6钢板尺≥200mm不少于2把7放大镜5倍不少于2把8焊缝检验镜不少于2把大小两种9钢印2套③除了材料的准备、设备准备、工具、量具准备外(角向磨光机、砂轮片、白玻璃、钢丝刷等辅助物品由检修车间提供),个人劳保用品以及电焊面罩、手套均由考生自备。4.焊接操作(GTAW/SMAW6G)①试件形式及坡口尺寸如图所示:②技术要求:⊙单面焊双面成形。⊙内设筋板点焊30-40mm,且要在同一侧组焊,以便于去除。⊙试件轴线与水平线夹角45°。⊙采用多层多道焊,单道焊缝最大宽度为焊条直径的3倍。1.配分与评分标准:序号考试内容测评要点配分评分标准1焊前准备劳保着装及工具准备齐全,设备检查及调试正确5劳保着装不整齐,设备安全检查和调试不正确,有一项扣1分2焊接操作试件固定空间位置符合要求5试件固定空间位置超出规定范围不得分3焊缝外观焊缝表面不允许有焊瘤、气孔、夹渣、烧穿等缺陷10出现任何一种缺陷不得分焊缝咬边深度≤0.5mm,两侧咬边总长101.咬边深度≤0.5MM,累计长度美5mm扣1分2.咬边深度不超过焊缝总长度的15%度或总长度超标不得分未焊透深度≤1.5mm,总长度不超过焊缝长度的10%101.未焊透深度≤1.5mm,累计长度每5mm扣1分2.深、长度超标不得分背面凹坑深度≤2mm,总长度不超过焊缝长度10%51.背面凹坑长度每5MM扣1分2.凹坑深度或长度超标不得分焊缝余高0-3mm宽度差≤3mm10每种尺寸超标一处扣2分,扣完配分为止焊件电弧擦伤5每擦伤一处扣1分错边≤10%s5超标不得分4焊缝内部质量X射线探伤(执行标准JB4370)30I级片不扣分,Ⅱ级片扣15分,Ⅲ级片不得分5其它安全生产5工机具归位整齐,清理场地,关闭电源,试件送到指定位置,不合格扣1分6定额在规定时间内完成每超过1分钟扣2分合计100电焊工实际操作考试试题一、低碳钢板平对接焊条电弧焊二、低碳钢管水平固定对接手弧焊30060010012三、考试要求:1.考试所需工具(面罩、手锤、锉刀、钢丝刷、刨锤、扁铲、焊把等)自备。2.设备为弧焊整流器,焊条为E4303,规格:φ3.2、φ4.0。3.装配平齐,间隙、钝边自定,钝边在装配前自己加工,允许采用反变形。4.板件在两端20mm内坡口内定位焊,单面焊双面成形,焊缝两端20mm范围内缺陷不计。5.板件焊接方向采用一个方向焊接,不得由中间向两端或由两端向中间焊接。6.管状试件定位焊缝不允许在仰焊(六点钟)位置。单面焊双面成形。管状试件离地面高度不高于850mm。7.管状试件在焊接过程中,试件不准取下、移动或改变焊接位置
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 dxt851110
dxt851110
本文标题:电焊工实操考试
链接地址:https://www.777doc.com/doc-5548069 .html