您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 薪酬管理 > 热处理PFMEA(1)
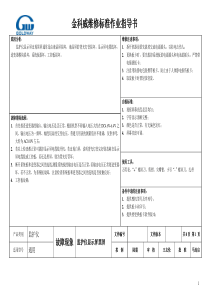
编制廠商名稱VendorName序No修訂日期RevisingDateEONO序NoEONO車種Model-09.3.23V0901388商號機能組VendorFunctionTeam已採措施CorrectionActionSEvOCcDEtRPNRPN提案钟形壳/21022-0020A(BJ22022.0-1)負責單位/人員及完成日期ResponsileDepartment潛在性故障型態及影響分析(工程FMEA)不良模式之可能原因/機構Reasonfordefect建議措施SuggestionO發c生c異u常rClassS嚴e重v度潛在不良模式可能影響PotentialImpact潛在不良模式PotentialDefect品名/品號ItemDescription/ItemNo製程功能Process製程要求Requiremen改正後結果ResultsafterCorrection現行過程控制預防CurrentProcessControlsPrevention現行過程控制探測CurrentProcessControlsDetectionD檢e出t度ec陆建春、陈小敏、郑德信、王文良、沈建龙黄莲娟、郁立锋、郑卫芬、孙红萍、赵峰刘斌兴、田立珩TDγ1.6MT,AT新开发审核批准万向钱潮修訂事由(RevisingReason)确认修訂日期RevisingDate修訂事由(RevisingReason)确认适用于20万线已採措施CorrectionActionSEvOCcDEtRPN2规定清洗液型号,并定点采购2242规定清洗液配比要求2242液位报警2242定期更换并记录2241温控仪表4241设备压力表监控4241规定清洗时间并监控4241设备压力表监控4241规定吹气时间并监控424RPN負責單位/人員及完成日期ResponsileDepartment不良模式之可能原因/機構Reasonfordefect建議措施SuggestionO發c生c異u常rClassS嚴e重v度6潛在不良模式可能影響PotentialImpact影响淬火液的质量潛在不良模式PotentialDefect零件表面未清洗干净製程功能Process製程要求Requiremen7清洗•将零件表面清洗干净吹气时间与要求不符无目测清洗时间与要求不符无吹气压力与要求不符无清洗温度与要求不符无喷水压力与要求不符无清洗液添加与要求不符无清洗液没有定期更换无改正後結果ResultsafterCorrection清洗液型号选择不合理无清洗液配比不合理无現行過程控制預防CurrentProcessControlsPrevention現行過程控制探測CurrentProcessControlsDetectionD檢e出t度ec适用于20万线已採措施CorrectionActionSEvOCcDEtRPNRPN負責單位/人員及完成日期ResponsileDepartment不良模式之可能原因/機構Reasonfordefect建議措施SuggestionO發c生c異u常rClassS嚴e重v度潛在不良模式可能影響PotentialImpact潛在不良模式PotentialDefect製程功能Process製程要求Requiremen改正後結果ResultsafterCorrection現行過程控制預防CurrentProcessControlsPrevention現行過程控制探測CurrentProcessControlsDetectionD檢e出t度ec1·定点钢厂采购,钢厂质保单·原材料入库检验单4282每批正火质量检测报告单2282制定规范,选择合适的感应器2283·程序设定·首件确认合格后程序锁定·每2小时监控1次过程参数4843·程序设定·首件确认合格后程序锁定·每2小时监控1次过程参数4842每班开班前测试3422制定规范2281持证上岗2141·定点钢厂采购,钢厂质保单·原材料入库检验单4282每批正火质量检测报告单2282制定规范,选择合适的感应器2283·程序设定·首件确认合格后程序锁定·每2小时监控1次过程参数4843·程序设定·首件确认合格后程序锁定·每2小时监控1次过程参数4842每班开班前测试3422制定规范2281持证上岗214淬火表面硬度超上差易出现断裂71·定点钢厂采购,钢厂质保单·原材料入库检验单4281·定点钢厂采购,钢厂质保单·原材料入库检验单4281·人工设定,程序监控·每2小时监控1次4281·按换模作业指导书操作·每班开班前确认4282每班开班前测试3423·程序设定·首件确认合格后程序锁定·每2小时监控1次过程参数4842制定规范2281持证上岗214777易出现断裂强度下降,使用寿命下降强度下降,使用寿命下降淬硬层超上差淬硬层超下差淬火表面硬度超下差8中频淬火·改变指定部位的组织状态,以提高零件的性能检测人员资格不具备无首检:1件/批末检:每班最后1件巡检:1件/班/批加热时间过短中频淬火后对零件100%进行在线涡流检测制样不规范无喷水管堵塞无淬火液浓度高无原材料化学成分不符合要求无冷却流量偏小无检测人员资格不具备无原材料化学成分不符合要求无首检:1件/批末检:每班最后1件巡检:1件/班/批预控制图淬火液浓度高无制样不规范无加热时间过短中频淬火后对零件100%进行在线涡流检测电压偏低中频淬火后对零件100%进行在线涡流检测预先热处理的组织、晶粒度不符合要求无感应器与工件间隙偏大无检测人员资格不具备无原材料淬透性不符合要求无淬火液浓度低无制样不规范无加热时间过长中频淬火后对零件100%进行在线涡流检测电压偏高中频淬火后对零件100%进行在线涡流检测预先热处理的组织、晶粒度不符合要求无感应器与工件间隙偏小无原材料淬透性不符合要求无适用于20万线已採措施CorrectionActionSEvOCcDEtRPNRPN負責單位/人員及完成日期ResponsileDepartment不良模式之可能原因/機構Reasonfordefect建議措施SuggestionO發c生c異u常rClassS嚴e重v度潛在不良模式可能影響PotentialImpact潛在不良模式PotentialDefect製程功能Process製程要求Requiremen改正後結果ResultsafterCorrection現行過程控制預防CurrentProcessControlsPrevention現行過程控制探測CurrentProcessControlsDetectionD檢e出t度ec2感应器入库检验2283·程序设定·首件确认合格后程序锁定·每2小时监控1次过程参数4843·程序设定·首件确认合格后程序锁定·每2小时监控1次过程参数4842·感应器入库检验·更换不同产品时进行调整2282感应器入库检验2283·程序设定·首件确认合格后程序锁定·每2小时监控1次过程参数4842每班开班前测试3421·人工设定,程序监控·每2小时监控1次4282感应器入库检验2283·程序设定·首件确认合格后程序锁定·每2小时监控1次过程参数4843·程序设定·首件确认合格后程序锁定·每2小时监控1次过程参数4842·感应器入库检验·更换不同产品时进行调整2281·定点钢厂采购,钢厂质保单·原材料入库检验单4282每班开班前测试3421·人工设定,程序监控·每2小时监控1次4282电压。加热时间在工艺范围内进行匹配2283·用标准试样校正·按设备维护指导书进行定期维护保养2362按设备维护指导书进行定期维护保养4483来料检查3541·按换模作业指导书操作·每班开班前确认4282每班开班前测试3423·程序设定·首件确认合格后程序锁定·每2小时监控1次过程参数4841·定点钢厂采购,钢厂质保单·原材料入库检验单428777677·后续磨加工料费·影响后续装配·强度下降,使用寿命下降·易出现断裂·强度下降,使用寿命下降·易出现断裂影响后续装配·强度下降,使用寿命下降·易出现断裂球道变形量超差花键淬硬层形状不符合要求花键跨棒距变形规律和变形量散差不符合要求杆部径向跳动超差花键杆部心部硬度不符合要求球道淬硬层形状不符合要求8(续)中频淬火·改变指定部位的组织状态,以提高零件的性能加热时间过长中频淬火后对零件100%进行在线涡流检测原材料淬透性不符合要求无喷水器堵塞,淬火液流量偏小无淬火液浓度高无主轴旋转精度超差无上工序径向跳动超差无电压、加热时间不匹配无上下顶尖中心不同心无淬火液浓度低无外喷流量偏小无屏蔽环位置不合理无原材料淬透性不符合要求无首检:1件/批末检:每班最后1件巡检:1件/班/批加热时间不合理中频淬火后对零件100%进行在线涡流检测电压不合理中频淬火后对零件100%进行在线涡流检测外喷流量偏小无感应器长度形状与工件形状不匹配无首检加热时间过长中频淬火后对零件100%进行在线涡流检测淬火液浓度高无屏蔽环位置不合理无感应器形状与工件形状不匹配无首检:1件/批末检:每班最后1件巡检:1件/班/批加热时间不合理中频淬火后对零件100%进行在线涡流检测电压不合理中频淬火后对零件100%进行在线涡流检测感应器形状与工件形状不匹配无适用于20万线已採措施CorrectionActionSEvOCcDEtRPNRPN負責單位/人員及完成日期ResponsileDepartment不良模式之可能原因/機構Reasonfordefect建議措施SuggestionO發c生c異u常rClassS嚴e重v度潛在不良模式可能影響PotentialImpact潛在不良模式PotentialDefect製程功能Process製程要求Requiremen改正後結果ResultsafterCorrection現行過程控制預防CurrentProcessControlsPrevention現行過程控制探測CurrentProcessControlsDetectionD檢e出t度ec2·调整感应器位置·调整测温仪位置·输入电压,自动匹配功率、温度、电流、频率4562调整输送带速度4562·检测同一工件不同部位的温度·检测不同工件各部位的温度4562·调整感应器位置·调整测温仪位置·输入电压,自动匹配功率、温度、电流、频率4562调整输送带速度4562·检测同一工件不同部位的温度·检测不同工件各部位的温度45677易出现断裂强度下降,使用寿命下降表面硬度超下差表面硬度超上差9回火•满足最终零件的表面硬度,提高产品耐磨性;消除内应力,增加产品尺寸稳定性回火时间长无炉温均匀性无1件/班/批预控制图炉温均匀性无回火温度高无回火温度低无回火时间短无适用于20万线已採措施CorrectionActionSEvOCcDEtRPNRPN負責單位/人員及完成日期ResponsileDepartment不良模式之可能原因/機構Reasonfordefect建議措施SuggestionO發c生c異u常rClassS嚴e重v度潛在不良模式可能影響PotentialImpact潛在不良模式PotentialDefect製程功能Process製程要求Requiremen改正後結果ResultsafterCorrection現行過程控制預防CurrentProcessControlsPrevention現行過程控制探測CurrentProcessControlsDetectionD檢e出t度ec标记内容不符导致无法追溯,影响外观质量2程序设置首检;每加工1件自检1件每4小时巡检1次4482班前设置首检;每加工1件自检1件每4小时巡检1次3363首检;每班100%自检每4小时巡检1件3546导致可追溯性差,影响外观质量标志不清晰10打标记零件表面有水份或油污无标志设置错误无光束不集中无适用于20万线
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 jgj1314
jgj1314
本文标题:热处理PFMEA(1)
链接地址:https://www.777doc.com/doc-5589140 .html