您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > XXXX管理制度汇总
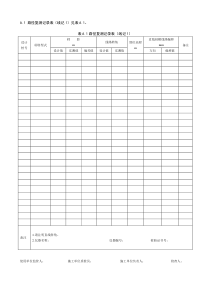
文件发放范围Q/SD/GL-002-2010A序号文件名称文件编号发放范围1质量手册Q/SD/SC.1-2010厂长、副厂长、管代、体系运行各部门2文件编号规则Q/SD/GL-001-2010A厂长、副厂长、管代、体系运行各部门3文件发放范围Q/SD/GL-002-2010A厂长、副厂长、管代、体系运行各部门4图纸和技术文件的管理规定Q/SD/GL-101-2010A厂长、副厂长、管代、体系运行各部门5工艺管理制度Q/SD/GL-102-2010A厂长、副厂长、管代、体系运行各部门6设备管理制度Q/SD/GL-103-2010A厂长、副厂长、管代、体系运行各部门7.产品质量考核办法Q/SD/GL-201-2010A厂长、副厂长、管代、体系运行各部门8.质量检验管理制度Q/SD/GL-202-2010A厂长、副厂长、管代、体系运行各部门9.试验室操作规程Q/SD/GL-203-2010A厂长、副厂长、管代、体系运行各部门10化验室操作规程Q/SD/GL-204-2010A厂长、副厂长、管代、体系运行各部门11检验文件管理制度Q/SD/GL-205-2010A厂长、副厂长、管代、体系运行各部门12计量管理制度Q/SD/GL-206-2010A厂长、副厂长、管代、体系运行各部门13计量器具使用、维护、保养制度Q/SD/GL-207-2010A厂长、副厂长、管代、体系运行各部门14计量器具周期检定制度Q/SD/GL-208-2010A厂长、副厂长、管代、体系运行各部门15工序质量控制点管理办法Q/SD/GL-209-2010A厂长、副厂长、管代、体系运行各部门16产品质量信息管理办法Q/SD/GL-210-2010A厂长、副厂长、管代、体系运行各部门17零件及成品检验规程Q/SD/GL-211-2010A厂长、副厂长、管代、体系运行各部门18进货检验规程Q/SD/GL-212-2010A厂长、副厂长、管代、体系运行各部门19文明生产管理制度Q/SD/GL-301-2010A厂长、副厂长、管代、体系运行各部门20仓库管理制度Q/SD/GL-302-2010A厂长、副厂长、管代、体系运行各部门21安全生产管理制度Q/SD/GL-303-2010A厂长、副厂长、管代、体系运行各部门22外协管理制度Q/SD/GL-304-2010A厂长、副厂长、管代、体系运行各部门23物资采购管理制度Q/SD/GL-305-2010A厂长、副厂长、管代、体系运行各部门24产品标识方法Q/SD/GL-306-2010A厂长、副厂长、管代、体系运行各部门25特殊过程确认准则及方法Q/SD/GL-307-2010A厂长、副厂长、管代、体系运行各部门26产品售后服务管理制度Q/SD/GL-401-2010A厂长、副厂长、管代、体系运行各部门27合同管理制度Q/SD/GL-402-2010A厂长、副厂长、管代、体系运行各部门28职工教育培训工作标准及考核办法Q/SD/GL-501-2010A厂长、副厂长、管代、体系运行各部门29岗位任职要求、职责权限及考核标准Q/SD/GL-502-2010A厂长、副厂长、管代、体系运行各部门图纸和技术文件管理规定Q/SD/GL101-2010A1、主题内容与适用范围1.1图纸和技术文件是工厂生产经营活动中的重要依据,为确保其正确、统一、有效地发挥作用,特制定本规定。1.2本规定适用于全厂各种产品图纸、工装图纸和技术文件的管理。2.职责2.1厂资料室负责产品图纸、工装图纸及各种技术文件腊底的描制与保管。2.2厂资料室负责图纸和技术文件的晒图、复印、发放及管理。2.3各使用单位负责保管本单位的图纸和技术文件。3、图纸和技术文件的复制3.1本厂设计部门采用CAD计算机辅助设计系统设计的各种产品图纸,打印腊底交资料室晒图时,腊底上必须有设计、制图、审核、标准化审查、工艺性审查等有关人员签字齐全后方可晒图。3.2外购或用户提供的图纸和技术文件由主管产品的副总根据实际需要决定描制或复印。3.3各种技术文件交资料室复制时,必须按规定程序要求签字齐全方可复制。4、图纸和技术文件的发放4.1图纸和技术文件均由主管副总批准,并签署“图纸和技术文件分发清单”。4.2资料室按主管副总签署的“分发清单”中的数量、范围发放图纸和技术文件。4.3资料室按“分发清单”登记建帐,领用人员核实无误后签收。4.4当有关部门因需要领用图纸或或技术文件时,应填写“图纸和技术文件领用申请单”,经部门负责人签字或主管副总批准后,到资料室办理领用手续。4.5由于使用单位正常使用造成将图纸或技术文件破损时,使用单位应填写“图纸和技术文件领用申请单”,经单位领导签字,主管副总批准后到资料室办理换发手续。4.6图纸和技术文件属于工厂的机密,任何单位和个人不准私自对外提供。当合同要求供图时,有关部门必须填写“图纸外供申请单”,部门负责人签字报主管厂长审批后,资料室方可办理。5、图纸和技术文件的更改5.1当图纸和技术文件在产品实现过程中发现疏忽或错误,以及当法规、标准产生变更时,需对图纸和技术文件进行相应的更改。Q/SD/GL101-2010A5.2技术文件更改应填写《图纸、技术文件修改通知单》,报项目负责人或总工批准后方可进行更改。设计部门保存《图纸、技术文件修改通知单》,对其他文件的更改应执行《文件控制程序》有关规定。5.3图纸和技术文件更改批准后,应对产品图样和图样腊底按要求分别进行更改。a)设计人员可在产品图样上划改并注明更改标识,包括:更改标记,同一标记下的更改数、更改通知单编号、更改人员签字、更改日期。b)图样腊底由资料室专职人员依据《图纸、技术文件修改通知单》的要求,对修改处进行划改并保存修改记录。5.4当更改涉及到主要技术参数、功能、性能指标的改变,应对更改进行适宜的评审,(有必要时需经顾客进行确认)。评审应包括评价设计更改对产品和已交付产品的影响,对图纸和技术文件更改的评审结果及任何必要的措施应形成记录,由设计部门保存。5.5外来技术文件不允许更改,如需更改时应得到对方确认。设计图样由顾客委托人员进行更改,文件更改按照本程序(5.2条款中的a)项执行。5.6各单位资料管理人员收到更改通知后,要立即按“图纸和设计文件更改要求”更改本单位的有关资料,确保技术文件的一致。6.图纸和技术文件的销毁6.1图纸和技术文件如更改量大时,经设计主管批准允许换发新的技术文件,资料室应收回旧文件和图纸腊底,并保存回收记录。6.2对存放时间很长,且无保存价值的图纸和技术文件,由资料室管理人员填写“销毁申请单”,报主管副总批准后方可销毁。7、图纸和技术文件的管理技术文件的管理执行《图样和技术文件管理规定》以及《文件控制程序》的有关规定。本制度由档案室提出本制度由总工办批准工艺管理制度Q/SD/GL–102-2010A1、主题内容与适用范围1.1本制度规定了工艺工作体制、程序、工艺规程等要求。1.2本标准适用于全厂工艺管理工作。2、总则2.1工艺工作是企业进行生产经营活动的重要基础工作之一。为保证工厂生产出顾客满意的产品,并有效降低消耗、提高生产率,特制定本制度。2.2总工办对全厂工艺工作实行统一管理与协调。生产厂技术科参与产品开发设计过程中的调研、改进、开发、设计等活动,负责组织工艺文件的制定、审核以及其它有关的工艺管理工作。2.3工艺文件是各生产厂进行生产准备、工具材料准备、加工操作、工时定额、产品计价、计划调度和质量检验的重要依据。工艺纪律则是执行工艺方法与标准,保证安全可靠生产出稳定的产品质量的基本准则。因此,各生产厂必须严格遵守工艺纪律,执行工艺文件,保证产品质量稳定提高,满足顾客要求。3.工艺工作管理体制3.1全厂工艺工作实行三级管理,即(厂级)总工办;生产厂技术科;工艺人员。总工办负责对全厂工艺工作的统一组织、管理和协调。3.2生产厂设技术科,负责本生产厂的工艺管理工作,其工艺工作业务由生产厂技术厂长领导。3.2.1各生产厂技术科根据工艺要求,编制本生产厂所用的工艺文件,设计所用的工艺装备及工位器具等。3.2.2负责处理本生产厂的技术问题,组织分析工序质量问题,提出并报经总工办核准后建立工序质量控制点。3.2.3组织工艺攻关、试验与技术革新活动,贯彻检查工艺纪律,指导现场加工。4,工作程序(见附表一)5.工艺文件编制、审查、贯彻与修改5.1产品工艺路线、外协件明细表、产品材料消耗工艺定额明细表及其他工艺文件,由产品所属生产厂技术科编制。所有编制完的工艺文件,必须由生产厂技术副厂长审查签字后,方可发放贯彻。5.2各生产厂工艺员应根据产品零部件图纸、工艺路线(或工艺方案)并结合本厂实际条件,分别编制所用的工艺文件。文件要求文字简练、技术先进、经济合理。对于文字难以说明的工作,应绘制工艺图。5.3对于某些简单零件,加工只属于某一专业工种所通用的一种基本操作方法的,可以不写工艺卡片,写成工艺守则。Q/SD/GL-102-2010A5.4生产厂工艺人员编制的工艺规程,由生产厂技术厂长审核批准后,复制发放。5.5各类有关人员,必须贯彻和遵守工艺文件的规定,任何人不得违纪和擅自修改。5.6由于某种原因,需要暂时脱离原工艺的,可编写临时工艺,但要拄明“临时”字样,说明适用批量,但必须经生产厂技术厂长签字批准后生效。当适用期过后,要及时撤消。如实践证明临时工艺优于原工艺,按规定经审核批准可纳入正式工艺,以代替原工艺。5.7产品生产完成后,工艺文件要随着产品图纸做一次工艺整顿。6.新产品工艺方案及经济分析6.1新产品在进行工艺准备前,应先制定工艺方案,根据产品的生产性质,确定不同的工艺指导原则。6.2工艺方案由主管工艺员组织有关工艺人员制定并汇总,经总工程师批准后执行。6.3工艺方案的依据及内容(1)产品生产性质、生产规模及其他主要精度和特点;(2)工艺文件编制的繁简程度;(3)提出工艺装备及其复杂程度;(4)关键工艺的解决方案及试验研究课题;(5)贵重和特殊材料的解决意见;(6)需要特殊设备和刀具的解决意见。7.产品工艺路线7.1所有产品在进行工艺准备时,必须编制产品工艺路线。7.2产品工艺路线是制定工艺规程和分工的依据,零件的外协(包括厂内外协)必须在工艺路线上标明。7.3产品工艺路线由主管工艺员编制和修改,生产厂技术厂长审核批准,发送有关单位。8产品工艺规程8.1所有产品对毛坯生产、加工、热处理、装配、喷漆等均应编制工艺规程,必要时附工艺图。8.2工艺人员根据工艺方案或工艺路线,编制工艺规程由生产厂技术厂长审核签字后复制下发。8.3各生产厂产品的工艺装备,由各生产厂技术科负责设计、校核、审核签字后交描图室。8.4对新产品的零部件加工,由于制造条件限制,对编制工艺规程无把握时可提出工艺试验申请,经专业工艺人员审查,必要时经总工程师批准后实施。8.5工艺文件的修改,由编制单位发出书面通知,经生产厂技术厂长审核签字后,方可进行修改。Q/SD/GL-102-2010A9.工艺装备设计9.1工艺装备设计,包括产品零部件的冷热加工的专用砂箱、模具、夹具、量具、刀具、工位器具等。9.2工艺装备设计人员根据产品图纸和工艺文件进行工装设计,并按工装编号规定进行编号。9.3工装设备设计要力求做到结构合理、安全可靠、能保证加工质量、使用方便、制造简单。9.4大型、复杂工装要经总工程师批准。9.5工艺装备的图样要经生产厂设计、校核、审核,写出目录,送中心资料室描晒。9.6生产厂技术科按照工艺装备蓝图编写工装生产目录,由各生产厂生产厂科下达生产计划。9.7工艺装备图纸的修改,由设计人员下达修改通知单,经生产厂技术厂长签字后,方可下发各有关单位。9.8工装设备的制造、验收、维修和保管按相关规定执行。10.工艺试验和工装验证10.1对工艺和工装如存在问题,应在产品投产前解决,并有计划的进行工艺性试验和工装验证。其范围如下:(1)产品零部件结构复杂技术要求高,无法确定加工方法;(2)采用和推广新工艺、新技术、新材料及生产批量大,可能会出现问题的产品零部件;(3)结构新、精度高,不经验证难以检查的重要工装。10.
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 roplay
roplay
本文标题:XXXX管理制度汇总
链接地址:https://www.777doc.com/doc-561564 .html