您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > T恤印花的基本工艺流程
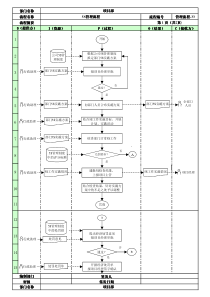
T恤印花的基本工艺流程一、T恤设计基本知识T恤设计(图案设计)有主动设计与被动设计之分。主动设计主要用于生产商品T恤,设计师不受任何限制地发挥主观创意,基本上任何物体、任何平面艺术手法都可以用之于T恤图案的创作。被动设计主要是指广告T恤、旅游T恤、纪念T恤等的创意设计,要受到一定的限制,要在达到某种意图的约束下进行。进行T恤设计首先必须掌握T恤印花的基本工艺,还要了解生产者的印花技术水平及所用的T恤印花设备。例如,彩色面料的T恤一直是采用水性胶浆涂料印花的,但如果生产者掌握了热固塑胶印墨的生产技术并购置了相应的设备(主要为T恤印花机、红外烘干器、红外T恤烘炉等),他就可以采用热固墨对彩色面料T恤进行印花进行加工。而胶浆印花与热固墨印花对图案的设计有不同的要求,胶浆只能进行简单的色块图案印花,热固墨则可以采用加网过渡阶调印花,不仅可以在白色T恤上进行原色加网印花,还可以在深色T恤上进行专色加网印花。设计人员设计的图案如果与生产者所掌握的技术工艺不相符,则印刷出来的图案达不到设计者的原创的意图和效果,甚至根本无法施樱因此,T恤设计师必须是T恤印花工艺的熟练掌握者,特别是优秀的T恤设计师必将十分关注世界上最新T恤印料和印花设备的发展状况及其技术特点,以便以最快的速度采用最新的科技成果生产出新颖别致的T恤来。在工业发达国家,T恤设计师往往是独立职业者。他们创办自已的T恤设计师或公司,他们将自已的创意和设计出售给T恤工厂、T恤经营者、广告公司等客户。这样的T恤设计公司在进行设计时往往最先考虑三个问题:1.客户的要求;2.采用最新的T恤印花技术达到独特出彩的艺术效果;3.被采用。同时,电脑桌面出版系统的普及和竞争更使分色加网的制作费用大幅度降低,现在我们要制作分色加网片已经是很方便很价廉的事了。这一进步如同印刷业中的由凸版印刷进步到胶版印刷,T恤设计人员摆脱了色块图案的设计限制(胶浆印花除外),拥有了更大的创作空间,不论是照片效果、绘画效果还是喷绘效果现在都可以很方便地通过加网网版印刷技术而在T恤上得到再现。这是当代科技的进步,同时也对T恤设计人员提出了掌握数字化技术的要求。二、制版稿制作制版稿又可称为黑白稿、分色稿、制版底片等。其主要功能就是晒制感光印刷摸版,因此,制版稿必须绘制在透光的基片上,其图像为不透光的墨层(黑色或红色),基片的透光性和墨层的遮光密度是决定制版稿质量的关键指标。制版稿图像的形成主要采用手工绘稿、手工或机械刻稿、感光拷贝、激光照排、打印机印稿等制作方法,但也有采用对普通纸稿进行透光处理(如上油)后作为制版稿的。1.分色分色方式主要为两大类:专色分色与原色分色。专色分色是指以任一专门调配好的颜色单独作为一个印刷色,由这样的若干专色经过套色印刷形成彩色图像。我们平常所讲的五套色印刷、十二套色印花,就是指由五个专色或十二个专色依次套印而形成彩色图像印刷制品。但是,专色的数量并不就等于是图像的色彩数量,因为专色也是可以叠印的,所以五个专色也可以印出六套甚至七色八色的图案来。专色印刷主要用于色块印刷,其对自然景象的反映只能是摸拟而非还原,这是与原色印刷最大的区别。但随着加网印刷技术的发展和新型墨的开发,近几年专色加网印刷又异军突起,特别是在T恤印花中,当前国际上最新潮的T恤图案最先进的T恤印花技术已不是原色印花而是专色加网印花了,即在彩色特别是黑色T恤上进行多套色专色加网印花。的目的。自然界任何色彩都是由三原色所构成,所以从理论上讲采用青、品、黄、三块色版就可以印出逼真的还原图像来,但是由于各种因素的限制三原色印刷品又是很难达到这一点的。因此在印刷实际中通常采用的是四色印刷,即三原色加黑色。近几年在国际上为了更逼真地还原色彩,在四色印刷的基础上又发展了六色印刷、七色印刷,其原理是在四色的基础上再将复合色橙、紫、绿等色分离出来,以便在印刷中降低灰度达到高保真的效果。为了与专色印刷进行区分,通常我们把对自然色彩的图案通过光学或数字化技术进行分色而进行的还原印花都称为原色印刷(可以理解为还原色彩印刷),它与光学、色彩学上的原色(仅为三原色)概念是有区别的。这里值得一提的是原色印刷与专色印刷并非不相容。在国际上,彩色印刷的最新发展就是原色与专色相结合进行专原色印刷,其发挥了二者之所长,相得益彰,具有更高级的印刷效果,属于精品印刷。这在T恤印花中也得到了允分的发挥。笔者曾见一件美国产T恤,共计12色印花,除了四原色外,还配有八套专色,其中除有金银等色外特别是还有发泡印花专业T恤设计师一般都会按照专色或原色的原理进行设计构图,拿到这样的设计稿后只要按其要求进行分色即可。但也有一些非专色的设计师或客户仅提供各种图片或绘图稿之类的原稿要求将其印于T恤之上。在这种情况下,我们就要与设计师和客户进行沟通:首先要了解其创作意图、要表达怎样的效果,为达到这个效果是采用专色印花好呢还是采用原色印花好?甚至是专原色印花?这时要提供采用不同印法的T恤给他们看以便他们了解和选择;其次,要把专色印花和原色印花的制作加工成本告诉他们,以利他们视其投入计划进行决定。2.分色制版稿分色制版稿是用于感光制作相应的分色网印版的。对其质量要求一是基片透光性能好,二是图像遮光密度高,三是各分色片之间的对位套色精度要准,还有图像线条边缘光洁整齐、网点饱满清晰。(1)多套色分色片定位一般都采用十字线为基准,但是在晒版过程中常常容易把分色片放反,或是正反面搞错,或是图形上下颠倒,我们采用的是左正右斜的方法打定位十字线,即左边为+,右边为x,这样就杜绝了差错。(2)由于红撕膜价格比较贵,且不容易购买到,因此可以用红色自粘纸代替。只要将红色自粘只贴在PVC簿膜(复在原稿或线条稿上)上,即可用刻刀刻绘了。由于红色自粘纸的透光性远不如红撕膜,所以灯光绘图桌的灯光应明亮一些。这样,即可达到价格低廉、遮光效果好,而且线条光洁,不怕水湿,更妙的是修改方便——只要揭掉重新贴刻即可,而红撕摸是不可以重新刻的,墨绘也只能做小的修改。(3)如果二块印花色版的图案不相连接或套印,可以考虑将二个色稿绘在一张膜片上,晒版时晒制二块版,A版封闭B图案、B版封闭A图案。甚至也可以晒制一块版,在AB图案间加一隔墨带,用一块版同时印二色。3.手工制稿-手工制稿是最基本的传统方法,主要为手工绘稿和手工刻稿。手工制稿工具主要有:灯光绘图桌(OA桌)、绘图墨水笔、绘图圆规、三角板、曲线板、刻纸刀、钢尺、绘图PVC簿膜、PCV簿膜绘图墨水、红撕膜、红色自粘纸等。手工制稿,首先要有一台灯光描稿桌,光源一般为日光灯,如采用白炽灯,则应该用磨砂玻璃或在玻璃下面贴一层拷贝纸,这样光线才比较柔和不伤眼睛。如在家中或临时场所需进行描图,应急的办法是将方凳反放在地上,四支凳腿上放一块玻璃,下面放一盏台灯,就可以使用了。绘图墨水笔,多采用针管笔,笔头直径0.2~1.3mm。为防笔头堵塞,可在一瓶内放入一块中空棉(或海绵等),加入半瓶水,绘图笔停用时即把笔插入瓶内,这样可使笔头不再堵塞。钢尺用于刻红撕膜和自粘纸。用三角板,曲线板等绘图时,应将斜边面朝下,以避免墨水被尺边拖带。一般的绘图墨水不可以用来绘制膜片,因为其干燥慢、牢度差、遇水溶化雨天返潮。绘制PVC膜片最好采用特制的簿膜绘图墨水,如一时购买不到,也可用一得阁墨汁代替,但需要熬一下以便浓化。用一得阁墨汁涂大面积图形时注意墨层不要过厚,以免干裂。手工绘稿之前务必用肥皂把双手清洗干净,因为手上的油脂若沾在膜片上会影响墨水的绘涂。要根据所用浆料及套印顺序来进行绘图。印花胶浆具有遮盖力,因此其各色稿的图形接触线可以多叠印一些,甚至浅色色稿可以作为深色图形的打底色。如面料颜色较深可以考虑打白底,胶浆印花分色稿的绘稿顺序与其印花工序正好相反,即先画深色稿,再画浅色稿,最后是白底稿。水浆主要用于印白色T恤,为透明性质的印花涂料,因此分色稿各色稿之间的按触线的叠印为1~2mm,如叠印过多则容易出现二色叠印的复合色。画稿顺序为先画具有轮廓线的色稿(通常为黑色),然后以这张膜片为基准,由浅色到深色依次绘稿。发泡印花版的分色片要留有发泡浆鼓胀的余地,高泡约1~2mm,低泡约0.5~1.0mm。手工绘(刻)稿的基本要求是线条流畅、平滑、光洁,绘描的墨稿一般都必须要用刻刀进行修整,特别是尖角部位。4.电脑数字化制稿随着电脑科技和生产的发展,电脑数字化设计与绘稿、制稿在我国已相当普及。与手工绘稿刻稿、照相制稿相比较,它具有更高的质量、更快的速度、更方便的制作、日益低廉的成本等优势,特别是其分色加网的质量远超过手工和光电制作的水平,已成为广泛应用的制作手段。在电脑上进行T恤图案的设计、分色、加网、出片等一系列工作,都要通过操作专业的图文设计软件和出版软件来完成。通用型软件如AdobeLIIustrator、photoshop、CoreIDraw等主要用于图像文字的设计制作,但如采用国产的专业网版印刷出版软件如文渊阁、蒙泰等系统将会更方便。通过电脑对T恤图案进行数字化处理的程式一般为:图文输入—设计编辑—出效果彩稿—分色—加网—设定加网角度—输出。如果交给专业人士去制作,一定要将一些技术要求告之:一、分色意图。是原色分色还是专色分色或是专原色分色等,一定让制作人员清楚。二、加网。T恤印花加网一般为60线以下,对加网线数的限定取决于印料的生产特性、面料质地和颜色等因素。胶浆印花通常不适宜于加网印花,特殊情况下采用加网印花技术,加网线数应在40线以下。水浆印花的加网线数一般为50线左右。热熔墨的加网线数可在35~60线之间选择,如果面料颜色较深可采用35~45的线数以求印墨遮盖力强一些,发泡墨、水晶墨加网线数宜粗不宜细,打白底的线数应粗于其他印色的线数。由于热熔墨的永不塞网特性,70~80线的网版也是可以采用的。T恤印花的网点形态通常采用椭圆形、圆形网点。三、T恤加网的角度一般为间隔15`通常由5`开始。隔20`开始第七色的加网角度(仍然相隔15`)。四、特别要提请制作人员注意,要出正阳片即正面的阳图片,这与通常印刷制版稿不同。输出的主要方法有(1)打印机绘稿。喷墨打印机、激光打印机和喷蜡打印机均可使用,激光打印机的购置成本较高但使用成本略低,喷墨打印机购置成本低但墨的使用成本高,而喷蜡打印机(也称干式打印机)的购置成本使用成本均高。就绘制胶片的质量而言,喷蜡打印机最佳,激光打印机也不错,喷墨打印机较差。(2)刻字机刻稿。即利用电脑刻字机在红色(黑色)自粘纸上刻出图案后再贴在PVC簿膜上,但刻字机刻稿的精度不如打印机,只可用于套色要求精度不高的印刷。(3)激光照排版。激光照排是制作胶片质量最高的方法。只是由于激光照排设备相当昂贵,只有具一定规模的制版中心才会配置,所以一般都是将编辑好的软件送到制版中心去出片。价格要高于打印机绘稿,但质量要好得多。三、数字化直接制版技术数字化直接制版技术(computertoplate简称CTP)在网版印花的应用技术主要为三类1.喷墨(蜡)CTP制版。该技术是通过计算机控制平版式喷墨或喷蜡打印机将图像喷印在事先涂布好感光胶的丝网预制版上。这个墨图像取代制版底片的作用,经过暴光、显影制成印花网版。美国、瑞士均已生产供应喷墨(蜡)CTP制版机。美国高博(Gerber)公司于1992年生产出专用于T恤印花制版用的CTP制版系统:ScreenJet(最大制版面积65cmx95cm),现已在世界上销售数百台。2.喷胶CTP制版。与喷墨CTP不同的是其喷在网版上的是感光高分子胶液,图像与喷墨正好相反,感光固化后即成印花网版。3.激光CTP制版。即由计算机控制一个光学系统用调制的激光束扫描预制好的感光网版,激光束扫描的点即暴光固化,经冲洗后成为印花网版。CTP技术与现行的制版技术相比,优势相当明显。取消了制作制版底片这一工序,方便快捷了许多,质量也更提高了,传输、保存数据更可*简便,其市场前景十分广阔。四、网版制作1.网版制作材料、工具网版由网框、丝网、感光胶构成;使用的材料还有钉网钉、粘网胶、封网胶带等;制作网版的工具主要有:绷网器、绷网钳、钉网枪、上胶机、上胶刮斗、烘干器、晒版
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 hellogg
hellogg
本文标题:T恤印花的基本工艺流程
链接地址:https://www.777doc.com/doc-5656188 .html