您好,欢迎访问三七文档
当前位置:首页 > 金融/证券 > 金融资料 > 大学生实习报告-汽车排气类讲解
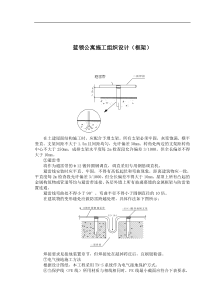
1前言2015年11月27日星期五,我们乘坐着火车来到了宁波,开始了我们为期半年的实习。而今实习结束,我相信每位同学都有自己的心得体会,都有自己的感受与收获,通过这次的实习,我们收获颇多,在学校我们学习了书本知识,对理论都有了一定的认识与掌握,但对如何将理论与实践相连,如何将所学的理论运用在实践中并没有感性认识,于是学校安排我们进行生产实习,让我们直观的观察生产,让我们直观的感受理论在生产中的运用,对我们以后的工作学习具有重要意义:1:通过下厂生产实习,深入生产第一线进行观察和调查研究,获取必须的感性知识和使学生叫全面地了解机械制造厂的生产组织及生产过程,了解和掌握本专业基础的生产实际知识,巩固和加深已学过的理论知识,并为后续专业课的教学,课程设计,毕业设计打下基础。2:在实习期间,通过对典型零件机械加工工艺的分析,以及零件加工过程中所用的机床,夹具量具等工艺装备,把理论知识和盛传实践相结合起来,考察,分析和解决问题的工作能力。3:通过实习,广泛接触工人和听工人技术人员的专题报告,学习他们的好生产经验,技术革新和科研成果,学习他们在努力工作中的贡献精神。4:通过参观有关工厂,掌握一台设备从零件到产品的整个生产过程,组织管理,设备选择和车间布置等方面的知识,扩大知识面。5:通过记实习日记,写实习报告,锻炼与培养我们的观察,分析问题以及搜集和整理技术资料等方面的能力。下面我就简要的介绍一下我们的实习过程。21、公司简介佛吉亚是世界汽车零部件行业的领航者之一。它专注于占汽车总价值15%的六大重要模块的设计与装配:座椅、仪表盘、车门、隔音系统、前端模块及排气系统。汽车配件的世界领导者---六大模块的产品均居世界领先地位。佛吉亚集团为国际大型汽车制造商供货,占有欧洲市场80%的份额。全球性的汽车零部件供应商---佛吉亚在28个国家的180家工厂拥有60000名员工,其中有5000名研发和技术人员。在5个国家设立了28个研发中心。集团独有的创新潜力使其能预测到消费者的期望所在并能达到汽车制造商的特殊要求。2、实习安排我实习的地点选择了宁波佛吉亚汽车部件系统有限公司。佛吉亚集团零部件有限公司,这是一家大型的汽车零部件生产公司,产品销售多个世界知名的汽车生产厂商。在这一个多月时间里,在与领导的交流,与同事的交流中让我学到了很多,成长了不少,体会到工作的艰辛,也体会到工作的乐趣。生活过得很有规律,每天早早起床,赶上七点半的班车,到公司七点四十五,然后打卡,充满活力的开始一天的工作。3我被分配到生产一部,先要做一些辅助性的工作,画一些各班组长需要的图纸。所画的图纸也都是些很简单的,架子,盒子,台车等等。本来对自己的cad技术还充满信心,开始时对这些东西都不以为然,但是没想到画出的图纸居然有许多错误,会把视图搞错,会少标尺寸,画出的图纸都不是很标准。慢慢的我发现,要画好这些图纸,能让人看的明白,做回来产品能够达到要求也是很不简单的。在学校画一张图纸,样子正确,尺寸标好就可以了,但是现在,还要考虑做的产品每个部分用什么材料做的,怎么加工的,怎样做到最经济,有些还要考虑它的通用性,难度就加大了。所以不管多简单,每张图纸都会反复考虑,仔细修改,直到满意为止。看到自己的画的图纸做回来的实物还是非常高兴的。但失败的是,好几件都需要返工,达不到要求,主要原因还是设计时没考虑周全,导致做回来的实物跟设计的有所区别。对于这些加工要求不高,精度要求不高的产品来说,问题不是很大,如果以后工作了出点差错那就不行了。心里还是有点紧张的,需要学习的还有很多啊。主管给我的另项任务就是一个快速换模装置的设计。实习的第二天就在另一家公司的生产部观察类似的换模机构,简单的说就是一辆中转小车,把模具从模具架上快速的运送到生产线上,减少运送时间。所要设计的就是轨道线路,小车的大小等。观察了半天,基本上看清了它的运转过程。回到办公室,根据实际情况也就开始了对线路的设计,对整个搬运过程的设计,其实所花的时间并不多,图纸也只有两张。在公司里听到最多的就是5s和改善。5s就是整理、整顿、清扫、清洁、素养。对于这几个词的意思还是明白的,但是对于它们所包含的内容暂时也只能够理解其中的部分。生产线上每天都会进行5s检查,有时也会跟着班长一起去,看他们是怎么检查的,检查些什么内容。看着班长在表上一条一条的写了很多问题,我想我怎么就看不出来的?也就说明对这5s的理解还不深。改善是公司的重点,公司的口号就是不断改善,成为最佳。也有专门对改善的奖励。每天都会有人提出改善方案,大家都在思考怎样做能减少浪费,我所画的图纸基本上也都是改善的内容,这是一种非常好的氛围。做人做事都是一样,要进步就需要改善,不能做到完美,那也要接近完美。那天还听了一位法国专家的改善讲座,听了很多以前不曾听过的内容,受益匪浅。后来,我又参观了气门摇臂架的生产车间,该车间规模不大,各种机床都在运行着,工人师傅认真熟悉的加工着每道工序。老师给我们讲解了各种摇臂架的功用和技术要求以及其大体工艺规程,然后我们自由参观了支架的实际加工过程。在工厂里实习让我们有了走近机床仔细观察它的机会,通过观察让我对机床的组成部分及各个部分的作用有了更深的认识,我们见到不同的机床由于它4在零件加工中的作用不同而被放在了不同的位置上。加工支座的各道工序均采用了专用夹具和专用的组合机床,一次装夹多个工件同时加工,大大地提高了生产效率,降低了工人师傅的劳动强度。夹具体一般采用底面、侧面、孔进行定位,夹紧可靠,铣端面时是将多个工件用夹具体夹紧,工作台带动夹具体从一端向另一端运动,端面两侧铣刀同时加工;而钻削和镗削加工中,将两个或多个工件装夹,机床多轴驱动钻头或镗刀对工件同时加工。大大地提高了生产效率,降低了工人的劳动强度。3、实习过程参观凸轮轴车间我参观了凸轮轴的加工车间,对凸轮轴的加工过程有了一定的直观了解,由于气门运动规律关系到一台发动机的动力和运转特性,因此凸轮轴设计在发动机的设计过程中占据着十分重要的地位。凸轮轴是活塞发动机里的一个部件。它的作用是控制气门的开启和闭合动作。虽然在四冲程发动机里凸轮轴的转速是曲轴的一半(在二冲程发动机中凸轮轴的转速与曲轴相同),不过通常它的转速依然很高,而且需要承受很大的扭矩,因此设计中对凸轮轴在强度和支撑方面的要求很高,其材质一般是特种铸铁,偶尔也有采用锻件的。装试作业部我来到了发动机装配车间,该车间是发动机的装配车间,我们参观了两道装配线。该车间流水线总体上可以分为两部分,这两条装配线是混装线,可用于多种发动机的同时装配,当日主要是组装EQ6105和EQ6100(均为六缸汽油机),具体顺序为:(1)内装配线:打号、缸体上线、装主轴瓦、装主轴、拧紧主轴承螺栓、装后油封、装飞轮壳、装飞轮、装压盘、装离合器壳、装活塞连杆总成、拧紧连杆螺母、装正时齿轮室座、装凸轮轴、装正时齿轮室盖、装机油泵装、油底壳5(2)外装配线:装减震器、装缸盖总成、预拧紧缸盖螺栓、拧紧缸盖螺栓、装摇臂轴、装油箱泵传动轴、调气门间隙、装喷油器总成、装气缸盖罩、装空开机、装排油管、装增压器、装增压器进气管接头、装曲轴箱通风、装水泵、装节温器、装风扇皮带轮、装制冷器、装放水阀。这个过程,成功组装出汽车使用的发动机。康明斯零件作业部该车间主要是生产发动机曲轴,曲轴是活塞式发动机的主要零部件之一。曲轴一般由主轴颈、连杆轴颈、曲柄、平衡块、前端和后端等组成。一个主轴颈、一个连杆轴颈和一个曲柄组成了一个曲拐,曲轴的曲拐数目等于气缸数(直列式发动机);V型发动机曲轴的曲拐数等于气缸数的一半。曲轴一般用中碳钢或中碳合金钢模锻而成。为提高耐磨性和耐疲劳强度,轴颈表面经高、中频淬火或氮化处理,并经精磨加工,以达到较高的表面硬度和表面粗糙度的要求。同时会通过淬火和滚压进行圆角强化。用来将活塞的往复运动转变为旋转运动。根据发动机气缸的数目,曲轴一般分单缸、双缸、三缸、四缸和六缸曲轴。曲轴的加工工艺复杂,特别是轴颈有很高的尺寸和形位公差要求,一般按6级精度制造,粗糙度不高于Ra0.8μm。轴颈表面需要热处理以提高其耐磨性,常用的热处理形式为氮化和高频淬火。总装配线总装厂流水生产线:总装配厂拥有装配、调整、发交、坐垫、充电等十二个生产车间,三条桥链板链结合式整车装配线及与之对应的三个调整车间。三条装配线总长度依次为242米、210米或235米;设计生产节奏依次为3.5分/辆、2.5分/辆、5分/辆;设计年生产能力依次为7万、5.5万、5万辆。经过26年的建设与发展,尤其是“七五”期间的技术改造、技术革新,该厂已发展成为能够装配生产EQ1092F、EQ1141G、EQ1118G、EQ1061等四个基本车型366个品种,具备年生产座椅14.2万套、电瓶充电21.5万组和年装调整车17.5万辆生产能力的全国最大的中吨位卡车装配厂。连杆车间连杆是汽车发动机中的重要零件,加工车间采用了普通数控车床、端面外圆磨床、双砂轮架半自动外圆磨床、专用铣床等加工设备进行加工,并有质量中心机等先进的质量检测系统,保证了连杆生产质量。该车间连杆的加工工艺如下:毛胚检查——粗磨两端面——钻小头孔——小头孔倒角——拉小头孔——拉两侧面,凸台面——铣断——拉大头圆弧面,两侧面——磨对口面——钻螺栓孔——粗锪窝座——精锪窝座——铣锁瓦槽——钻油孔——人工去毛刺——钻连杆盖沉孔——扩铰螺栓孔——去毛刺——清洗——装配——套螺母——拧紧螺母并校验——扩大头孔——大头孔倒角——磨标记面——半精镗大头孔——压衬套——挤压衬套——返工——衬套孔倒角——精磨两端面——精镗大头孔——珩磨大头孔——总成清洗去毛刺——精镗小头孔——终检箱体车间在这里箱体的生产已形成一条完整的流水线。箱体毛胚采用铸件,主要的加工过程就是铣端面和孔的加工。多数的面和孔的加工已经采用组合机床进行加工,精度要求较高,少数面和孔在加工中心中完成。箱体发动机的载体,对发动机的各个零件和部件起着支撑和连接的作用。预处理:毛坯一热焊一热处理一铸件(打箱后)一清砂一喷丸一打磨一检验一划线一一水压一涂漆;划线--粗铣--钻,扩,铰,工艺定位--铣缸头结合面--粗铣轴承平面--精铣轴承平面--刮止推面--钻油道孔--粗镗缸口及粗铣顶杆孔外形--钻缸头结合面上孔--攻丝--攻A侧--螺纹底孔,自由端面--A侧面攻丝--B侧面攻丝--清洗,吹净--铰孔--清洗由道--清洗零件--油管滚压典型零件加工71、气门摇杆轴支座(1)、气门摇杆轴支座加工过程钻24孔――铣孔面――铣上下面――钻竖小孔――钻竖大孔(2)、定位基面的选择该厂的支座机械加工工艺过程中,大部分工序选用支座的一个指定的端面作为主要基面。端面的面积大,定位比较稳定,减少定位误差。2.连杆的加工工艺:(1)连杆毛坯为锻件,材料38MnVS。(2)连杆加工工艺过程工序1粗磨两端面2钻小头孔3小头孔倒角4拉小头孔5拉两侧面6切断大头孔7铣连杆分割体面8钻大头螺栓孔9粗锪底面10精锪底面11精镗两螺纹孔12钻瓦槽13铣连杆上盖分割面14钻小头螺纹孔15精镗小螺纹孔16粗镗大小头孔17精镗大小头孔至图样尺寸18钻大小头油孔。经过实习,对于公司在物流方面我有了一下的体会:仓库管理是保证汽车配件使用价值的重要手段,汽车配件经营的企业的库房是服务与客户,为企业创造效益的物资基础。仓库管理的好与坏,是汽车配件能否保持使用价值的关键之一。如果按照规定对配件进行严格管理,就能保持其原有的使用价值,否则,就会造成配件的锈蚀霉化或残损,使其部件将会失去使用价值,所以加强库房的管理,提高保管质量,是保证所储存的汽车配件价值的重要手段。仓库管理是汽车配件经营企业为用户服务的一个重要内容。另外汽车配件的摆放是分区分类的,一般有两种情况。按品种系列分类,集中存放;按车型系列分库存放。对于所有货架上的配件都要争气有序的摆放。一些堆垛也要稳固、整齐的堆放在指定的位置。库房配件的摆放也有一些的讲究的,进货堆放货物时不能只顾着一时的方便,应该考虑到出货时的方便,不能耽误客户的时间,因此要按照标准把货物堆起,堆放要整齐合理,以免倒塌。要严格按照仓
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 liuchengbin68
liuchengbin68
本文标题:大学生实习报告-汽车排气类讲解
链接地址:https://www.777doc.com/doc-5664497 .html